 溶接電源
溶接電源 溶接機の許容使用率
実際の溶接電流が定格出力電流と異なる場合、以下の式で計算することが一般的です。許容使用率の計算式許容使用率 = (定格出力電流/溶接電流)^2 × 定格使用率(%)具体的な意味定格出力電流:溶接機が定格として示している最大電流(例えば150...
溶接電源 溶接電源 評価試験  溶接法
溶接法 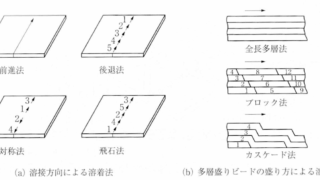 溶接法
溶接法  溶接法
溶接法  溶接法
溶接法 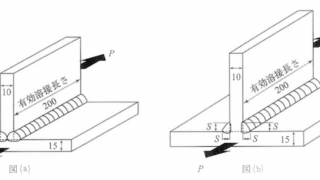 応力
応力  溶接法
溶接法 -320x180.gif) 鋼材の種類
鋼材の種類