いろいろと補足、特記
- 日本産業衛生学会は空気中の許容オゾン濃度を
0.1ppmと定めている - 日本産業衛生学会は空気中の許容CO濃度を
50ppmと定めている - 酸素欠乏症など予防規則による酸素欠乏とは、空気中の酸素濃度が
18%未満の状態をいう - 粉塵暴露を最も提言できる呼吸用保護具は
送気マスクである - ボイラや銅やタンク内部などでのアーク溶接で、電撃防止のために、交流アーク溶接機用自動電撃防止装置の使用が義務付けられている
- タンク内などの狭い場所における一酸化炭素中毒及び酸素欠乏症防止のための作業環境対策と作業者対策は、
⇒作業環境対策:送風機の仕様、局所排気装置の設置、酸素濃度計の使用、一酸化炭素濃度警報機の設置、換気装置の設置等※防塵マスクの着用は不適切
⇒作業者対策:送気マスク着用、空気呼吸器の使用
詳細説明
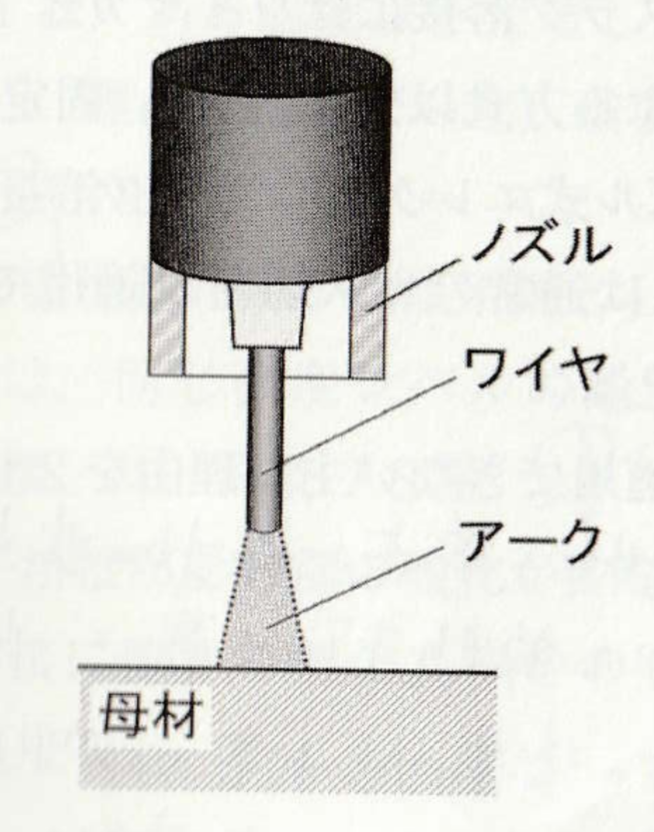
アーク溶接作業では、高温のアークによって母材や溶接棒が溶融される過程で、さまざまな有害ガスやヒュームが発生します。特に作業者の健康に影響を及ぼすガスとしては、オゾン(O₃)、一酸化炭素(CO)、そして作業環境における酸素(O₂)濃度の管理が重要です。これらの物質の濃度は、作業者の安全を確保する上で厳密に管理されており、各国の法令やガイドラインにおいて「許容濃度」が定められています。
以下では、アーク溶接に関連するこれらの気体の特性、発生要因、健康影響、法的基準、具体的な管理方法について3000文字程度で詳細に説明します。
1. オゾン(O₃)
■ 発生メカニズム
オゾンはアーク溶接中に放出される紫外線(UV)が空気中の酸素分子(O₂)を分解し、それが再結合することで発生します。特にアルゴンガスを使用したTIG溶接(アルゴンアーク溶接)ではオゾンの発生量が多くなります。溶接電流が高いほどUVの強度も増し、それに伴ってオゾン濃度も上昇します。
■ 健康影響
- 目や喉への刺激
- 咳、呼吸困難、気管支炎
- 高濃度曝露時には肺機能低下や肺水腫
- 長期曝露により慢性呼吸器疾患のリスクが増加
■ 許容濃度(日本の基準:日本産業衛生学会)
| 区分 | 許容濃度(TLV-TWA) | 備考 |
|---|---|---|
| オゾン(O₃) | 0.1 ppm(0.2 mg/m³) | 8時間平均値 |
オゾンは比較的低濃度でも強い刺激作用を持つため、0.1 ppmでも注意が必要です。密閉空間や換気が不十分な場所では、急激に濃度が上昇する危険があります。
2. 一酸化炭素(CO)
■ 発生メカニズム
COは、アーク溶接中の不完全燃焼によって発生します。とくに炭酸ガスアーク溶接(MAG)やフラックス入りワイヤを用いるFCAW(フラックスコアアーク溶接)などで、溶融金属の表面で起こる化学反応によりCOが生成されます。
- 炭素系のフラックスが高温で分解し、COを発生
- 密閉空間での作業や換気不良時に特に危険
■ 健康影響
一酸化炭素は無色・無臭の気体であり、感知が非常に難しいにもかかわらず、ヘモグロビンと強く結合して酸素の運搬を阻害するため、低濃度でも深刻な影響があります。
| CO濃度(ppm) | 健康への影響 |
|---|---|
| 50 ppm | 軽度の頭痛・倦怠感 |
| 200 ppm | 2〜3時間で頭痛、吐き気 |
| 400 ppm | 1〜2時間で生命の危険 |
| 800 ppm以上 | 数十分で死亡の可能性 |
■ 許容濃度(日本の基準)
| 区分 | 許容濃度(TLV-TWA) | 天井濃度(Ceiling) |
|---|---|---|
| 一酸化炭素(CO) | 25 ppm(29 mg/m³) | なし(即時退避は200 ppm以上) |
作業者が25 ppmを超える環境に継続的に曝露されると、慢性的な酸素欠乏症や中枢神経障害のリスクが増加します。
3. 酸素(O₂)
■ 溶接作業と酸素濃度の関係
アーク溶接中には、溶接ヒュームやシールドガスによって作業空間内の酸素が希釈されることがあります。特に、密閉されたタンクやピット、マンホール内などでは、酸素の置換による酸素欠乏状態が発生しやすくなります。
アルゴン、CO₂、窒素などの不活性ガスは、目に見えず、においもないため、作業者が酸欠状態に陥っても気づきにくく、最悪の場合は意識不明や死亡に至る重大事故につながります。
■ 酸素濃度の安全基準(酸欠則)
| 酸素濃度 | 判定 |
|---|---|
| 21%前後 | 通常の大気 |
| 18〜20% | 軽度の酸欠リスク |
| 18%未満 | 酸素欠乏危険(法的に作業禁止) |
| 14%未満 | 重度酸欠、数分で意識喪失 |
| 10%以下 | 数十秒〜数分で死亡リスク |
日本の酸素欠乏症等防止規則(酸欠則)では、「酸素濃度が18%未満の場所では、酸欠作業主任者の管理下でなければ作業してはならない」と定められています。
4. 安全管理と対策
■ (1) 濃度測定とモニタリング
- 作業開始前に酸素濃度計およびガス検知器によって作業空間を測定
- 作業中も連続モニタリングを行うことが望ましい(携帯型検知器の携行)
- 高濃度が検出された場合は即時避難、換気強化を実施
■ (2) 換気設備の設置
- 作業場所には強制排気装置(局所排気装置、送風機など)を設置
- 密閉空間では新鮮な空気を供給するダクトや送気システムが必須
- 特にフレッシュエアの導入は、オゾン・CO・溶接ヒュームすべてに効果的
■ (3) 呼吸用保護具の使用
- 国家検定合格品の防じんマスク(区分:RL2またはRL3)を使用
- 高濃度の有害ガスが想定される場所では、送気マスクや自己完結型呼吸器(SCBA)**を用意
- 作業者の**面体フィッティング(密着性)**の確認が重要
■ (4) 教育と作業管理
- 作業前に酸欠・有害ガスに関する教育訓練を実施
- 酸欠作業主任者の配置(必要な場合)
- 作業中の地上監視者(バディ)の配置
- 緊急時に備えた避難手順、救出用具の整備
5. まとめ
アーク溶接においては、作業者の健康を脅かすオゾン・一酸化炭素・酸素欠乏という3つの気体環境要因に常に注意を払う必要があります。それぞれの許容濃度は以下のとおりです:
- オゾン(O₃):0.1 ppm(8時間平均)
- 一酸化炭素(CO):25 ppm(8時間平均)
- 酸素(O₂):18%以上(これを下回ると酸欠作業扱い)
これらの基準を超える状況では、即時の換気強化、作業中止、防護具の着用が求められます。とくに閉鎖空間での作業では、酸欠や有害ガスの発生リスクが急激に高まるため、常に**「目に見えない危険」**を想定して安全管理を徹底しなければなりません。
作業前の環境測定、適切な換気、保護具の装着、緊急時対応計画といった多重防護(マルチバリア)の考え方を取り入れることが、安全なアーク溶接作業の鍵となります。