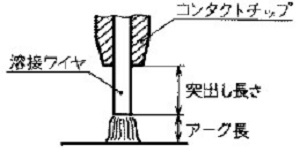
アーク長は、アークの両端間の距離のことです。ワイヤの出ている部分を突き出し長さと言います。
説明
溶接における「アーク長」は、溶接の安定性や品質、入熱量、スパッタ発生量などに大きな影響を与える、非常に重要なパラメータの一つです。アーク溶接は、電極と母材の間に形成されるアーク放電を熱源として金属を溶融・接合するプロセスですが、そのアークの長さ(距離)が適切でないと、溶接欠陥や仕上がり不良の原因となります。
以下では、溶接におけるアーク長について、その定義や影響、溶接法との関係、適正な管理方法などを3000文字程度で詳細に解説します。
1. アーク長とは何か
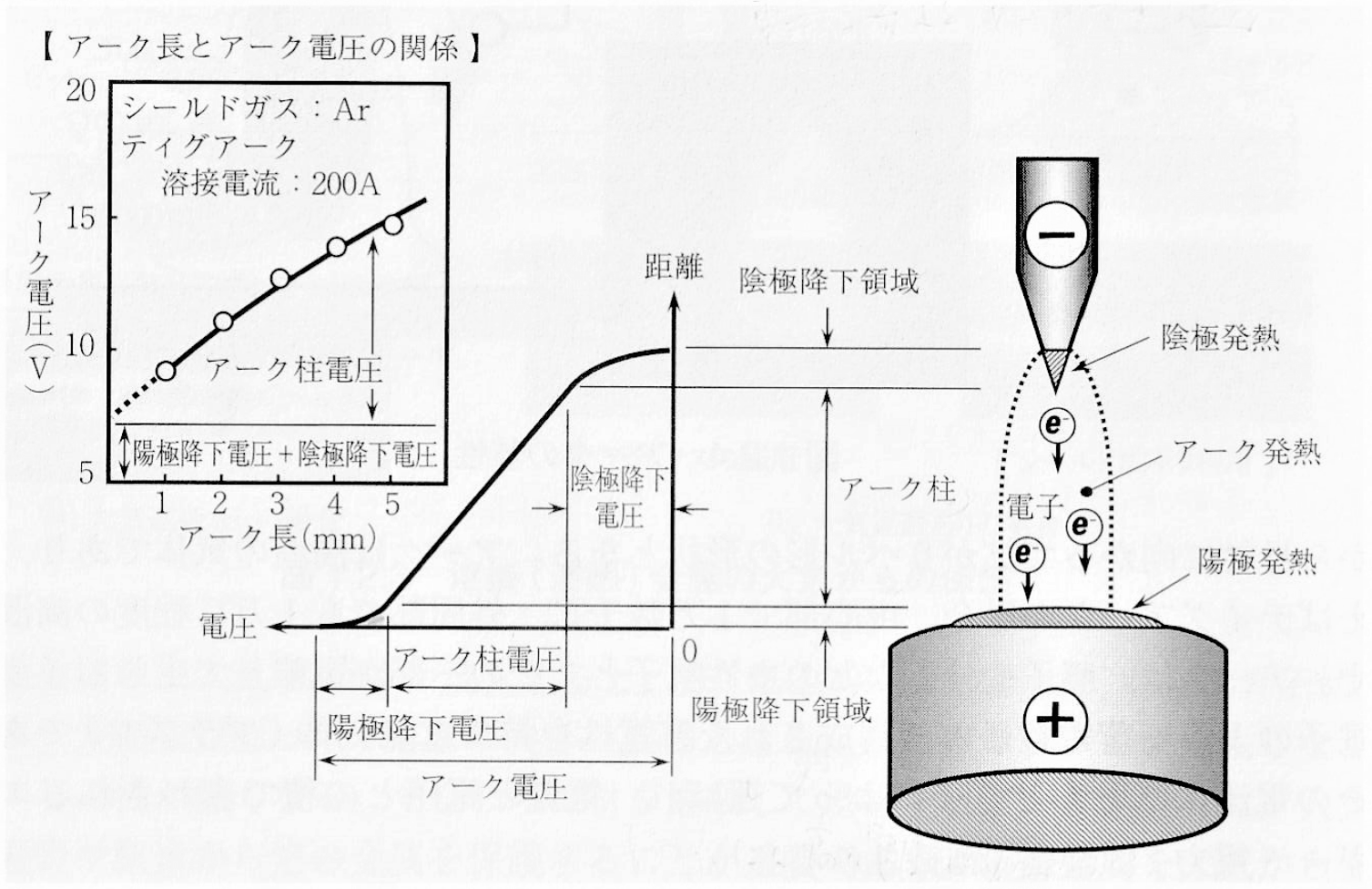
アーク長とは、電極先端と母材(または溶融池)との間の距離を指します。この距離は、溶接アークの放電空間、すなわち高温のプラズマ領域の長さを意味し、アーク電圧やアーク熱の分布、溶接状態に大きな影響を与えます。
アーク長は短すぎても長すぎても問題があり、適正なアーク長を維持することが高品質な溶接には不可欠です。
2. アーク長の分類と一般的な長さの目安
アーク長の理想値は溶接法や材料、電流値などにより異なりますが、一般的な分類は次のようになります。
| アーク長の分類 | 特徴 |
|---|---|
| 短アーク | アーク長が電極径の1〜1.5倍程度 |
| 中アーク | 電極径の2〜3倍程度(標準的な長さ) |
| 長アーク | 電極径の3倍以上 |
※電極径とは溶接棒やワイヤの太さであり、例えば直径3.2mmの溶接棒を使用する場合、1.5倍=約4.8mmが短アークの目安。
3. アーク長が溶接に及ぼす影響
アーク長の変化は、以下のような多くの溶接特性に直接影響します。
(1) アーク電圧の変化
アーク長が長くなると、アークを維持するために必要なアーク電圧が増加します。一方、短くなると電圧が低下します。電圧の変化によりアーク熱量も変動し、それが入熱や溶融状態に直結します。
(2) 入熱量の変化
長アークではアークが広がって拡散熱となり、母材への入熱密度が低下します。反対に短アークでは、熱が集中して溶込みが深くなります。
- 長アーク:浅い溶け込み、ビード幅が広くなる
- 短アーク:深い溶け込み、ビード幅が狭くなる
(3) スパッタの発生
アーク長が不安定になると、スパッタ(飛散金属粒)が多く発生します。これは主にアークの暴れや短絡による金属滴の飛散によるものです。
- 長すぎる:アークが不安定になり、スパッタが増加
- 短すぎる:電極と母材が短絡し、スパッタ・アンダーカットの原因
(4) アークの安定性
適切なアーク長を維持することで、アークの燃焼状態(音・光)が安定し、溶融池の形状が整いやすくなります。逆に、アークが飛んだり消えたりする不安定な状態では、溶接ビードの仕上がりも乱れやすくなります。
4. 溶接法ごとの適正アーク長
アーク長の適正値は、溶接法によって大きく異なります。
(1) 被覆アーク溶接(SMAW)
- 溶接棒径の約1〜1.5倍程度が適正
- 短アークを維持することでスラグ巻き込みやスパッタを低減
- 長アークはアーク不安定や溶け込み不足を招きやすい
(2) 炭酸ガスアーク溶接(MAG)
- ワイヤ突き出し長さとアーク長を合わせて制御
- アーク長が長くなるとスパッタやアーク暴れが発生しやすい
- 一般に3〜5mm程度が標準
(3) TIG溶接(GTAW)
- 非消
- 耗電極を使用するため、非常に短いアーク長(1〜2mm程度)が好ましい
- 長すぎるとアークが暴れ、ピットやブローホールが発生する恐れ
(4) サブマージアーク溶接(SAW)
- アークがフラックスの中で発生するため、アーク長は比較的安定しやすい
- 自動制御されることが多く、アーク長は一定に保たれる
5. アーク長の管理・制御方法
(1) 手動溶接の場合
- 溶接者の手の安定性がアーク長に大きく影響
- 電極の角度、動かし方、押し付け具合などで調整
- 熟練した作業者ほど一定のアーク長を保ちやすい
(2) 半自動・自動溶接の場合
- ワイヤ送給速度やアーク電圧でアーク長を間接的に制御
- アークセンサーによる自動アーク長制御(AVC:Arc Voltage Control)を導入したシステムもあり
- ロボット溶接ではアーク長の管理がプログラム化され、安定性が高い
6. アーク長が引き起こす主な溶接欠陥
アーク長が不適切な場合、以下のような欠陥を引き起こす可能性があります。
| 欠陥名 | アーク長との関係 |
|---|---|
| スパッタ過多 | 長アークや不安定なアークによって発生 |
| アンダーカット | 短アークで電極を押し付けすぎた場合 |
| ビード幅不均一 | アークが暴れていたり、溶融池が安定しないと発生 |
| 溶け込み不足 | 長すぎるアークで熱が拡散し、母材に届かない |
| アーク不安定 | 適正アーク長からの逸脱によって電流・電圧が変動 |
7. まとめ
アーク長は、アーク溶接において非常に重要な物理量であり、その管理は溶接品質に直結します。適切なアーク長を保つことで、
- 安定したアーク形成
- 適切な入熱
- 適正な溶け込みとビード形状
- 欠陥の少ない溶接部
を実現することができます。逆に、アーク長が短すぎたり長すぎたりすると、スパッタや不完全溶融、アンダーカット、溶接欠陥の発生といったリスクが高まります。
特に手動溶接においては、作業者の技術と経験がアーク長の維持に大きく影響するため、技術者教育と技能訓練の重要性も増しています。自動・ロボット溶接においても、アーク長の設定パラメータを正しく理解し、プロセス制御の最適化を行うことが求められます。