多くのアーク溶接法がある中で、マグ溶接が大部分のロボット溶接施工に使用されている理由
- 溶接トーチが小型で、付属物が少なく、ロボットに搭載しやすい
- アーク及び溶接金属のシールド方式が簡便(ガスを流すだけであり、サブマージアーク溶接のようなフラックスの散布・回収作業が不要)
- ソリッドワイヤを使用すれば生成スラグ量が少なく、スラグ除去作業が不要
- 溶接材料(ワイヤ、シールドガス)の送給操作(開始及び停止)を遠隔、自動で行える
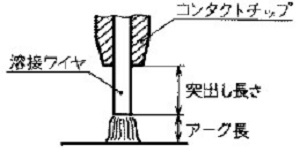
- 外部からワイヤ、溶接線周辺が見え、センサ(タッチセンサ、アークセンサなど)を利用しやすい
- 全姿勢溶接が可能である
- 溶接方向やトーチ角度を変えやすい
- アーク発生を自動で容易に行える(例えばサブマージアーク溶接のように、スチールウォールの使用等で、人が介在する必要がない)
- オフラインティーチングが利用できる
- 連続で多層溶接が容易にできる
1. 自動化しやすい溶接法の条件
まず、自動化に適した溶接法には以下のような特徴があります。
- 安定したアーク燃焼や熱源の制御が可能であること
- 連続的な溶接が可能であること
- スパッタや煙が少なく、ロボットの視認性や環境への影響が小さい
- センサや制御装置と連携しやすいプロセスであること
- 溶接姿勢や作業条件が一定化しやすいこと(姿勢自由度が高い)
- 溶接品質がパラメータで再現可能であること
2. 自動化に適した主な溶接法
(1) ガスメタルアーク溶接(GMAW/MAG/MIG)
特徴
- 溶接ワイヤが連続送給されるため、長時間連続作業に向く
- 半自動溶接としても普及しており、最も自動化が進んでいる
- ロボット制御との親和性が高い
利点
- 入熱制御がしやすく、スパッタも比較的少ない(MIGでは特に)
- 溶接速度が速く、生産性に優れる
- 炭酸ガスや混合ガスによるシールドで、酸化を防止
適用例
- 自動車産業(ボディやフレームの溶接ライン)
- 建設機械、鉄骨構造物の連続溶接
- 家電製品・薄板部品の大量生産
自動化しやすい理由
- アークの安定性が高く、パラメータ制御が容易
- ワイヤ送り速度やアーク長をセンサーで管理しやすい
(2) サブマージアーク溶接(SAW)
特徴
- アークがフラックスに覆われた状態で燃焼する
- 溶接金属を高品質に仕上げることが可能
- 主に厚板溶接や大型構造物に適用
利点
- アークが見えず、スパッタやヒュームがほとんど発生しない
- 大電流により溶接速度が早く、深い溶け込みが得られる
- 自動送給システムとトラッキング装置で高精度化可能
適用例
- 圧力容器、橋梁、造船、パイプライン、重機部品の溶接
- 円周継手(タンクの溶接)など、繰り返し形状に適する
自動化しやすい理由
- アークが安定しており、定位置・直線的な構造物に最適
- 条件を一定に保ちやすく、多層溶接もプログラムで制御可能
(3) ティグ溶接(TIG/GTAW)
特徴
- 非消耗電極(タングステン)を用い、高品質な溶接が可能
- ステンレス鋼やアルミニウムなど、精密部品に多く使われる
利点
- アークが安定し、美しいビードが得られる
- スパッタが少なく、ロボットカメラなどの視認性に優れる
- シールドガス(アルゴン)で酸化を防止
適用例
- 航空宇宙、医療機器、精密機械の溶接
- 熱交換器や配管、薄板の高品質溶接
自動化しやすい理由
- アーク制御が容易で、パルスTIG溶接にも対応
- ロボットとの組合せで、高精度な自動化が可能
(4) レーザ溶接
特徴
- 高出力レーザを用いた非接触型溶接法
- 極めて細く深い溶け込みが得られる(深溶込み)
利点
- 溶接速度が非常に速く、高精度・低歪み
- 自動化・ロボット化に極めて適している(ビジョンシステム併用)
- 非常に狭い範囲に熱を集中でき、熱影響部が小さい
適用例
- 電子部品、自動車のバッテリー、精密筐体の溶接
- ステンレスやアルミ、チタンの接合
自動化しやすい理由
- レーザ加工装置は数値制御(NC)との親和性が高い
- ビジョンセンサーやAIと組み合わせて高度な自動溶接システムが構築可能
3. 自動化の導入例と構成要素
自動溶接システムの一般構成
| 構成要素 | 内容 |
|---|---|
| 溶接ロボット | 6軸アーム、溶接トーチ搭載型 |
| 溶接電源 | 各溶接法に応じた定電流・定電圧・パルス機能付き |
| トーチトラッキング | シームセンシング、カメラによる軌道補正 |
| ワイヤ送給装置 | GMAWなどではワイヤの自動供給 |
| ガス供給システム | 保護ガスの流量調整・切替制御 |
| セーフティシステム | 非常停止、火災・ガス漏れセンサー、安全カバー等 |
4. 自動化に適さない溶接法(参考)
以下の溶接法は、自動化が困難な例として挙げられます。
| 溶接法 | 自動化が難しい理由 |
|---|---|
| 被覆アーク溶接 | フラックス残渣の除去が必要、溶接棒の手動操作が基本 |
| ガス溶接 | 熱源が目視・手動操作依存で、安定性や精度に欠ける |
| 摩擦圧接 | 高トルク制御や部品保持の専用設備が必要(特殊な自動化) |
5. 自動化溶接導入の注意点と課題
- 初期投資コストが高い(溶接ロボット、制御盤、センサーなど)
- 複雑形状・多品種少量生産には不向きな場合がある
- 材料ごとに最適条件を設定し直す手間がある
- 熟練者によるプログラム作成や監視が必要
- 保守やトラブル対応には高度な技術力が必要
6. まとめ
自動化しやすい溶接法には、GMAW(MAG/MIG)溶接、SAW(サブマージアーク)、TIG溶接、レーザ溶接などがあります。これらはアークの安定性やプロセス制御性に優れ、ロボット制御やセンサシステムとの連携が容易であることから、自動化に最適です。