厚板20mmの鋼板を1パスで溶接する立向自動溶接に用いられる溶接法。
溶接順序
- 立向姿勢で厚板を1パス溶接する高能率な自動ガスシールドアーク溶接
- 溶接開始時に立向姿勢で厚板を1パス溶接する高能率な自動ガスシールドアーク溶接
- 溶接開始時に
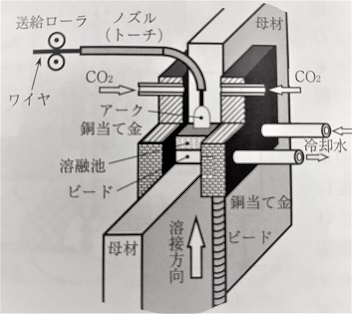
アークを発生させて、トーチとは別系統でシュールガスを供給して溶接する - 溶接ビードの形成の為に、溶接金属を
両側から水冷胴当て金で保持して凝固させる - シールドガスにはCO2を用いることが多いが、場合によってはAr+CO2、Ar+O2、ArあるいはHeも用いられる
- 溶接中は
スラグ浴の管理が最も重要である - 直流定電圧特性電源が多様される
- ワイヤガイドで案内されたワイヤを連続的に送給する方法以外に、消耗ノズル式エレクトロスラグ溶接と呼ばれる方法がある
エレクトロガスアーク溶接の特徴
- 大電流を使用するため溶着速度が大きく、高能率な溶接ができる
- 1パス施工が基本であり、各変形が小さい
- 開先精度に対する裕度が比較的大きい
- 溶接姿勢は立向きに限られる(下から上へ)
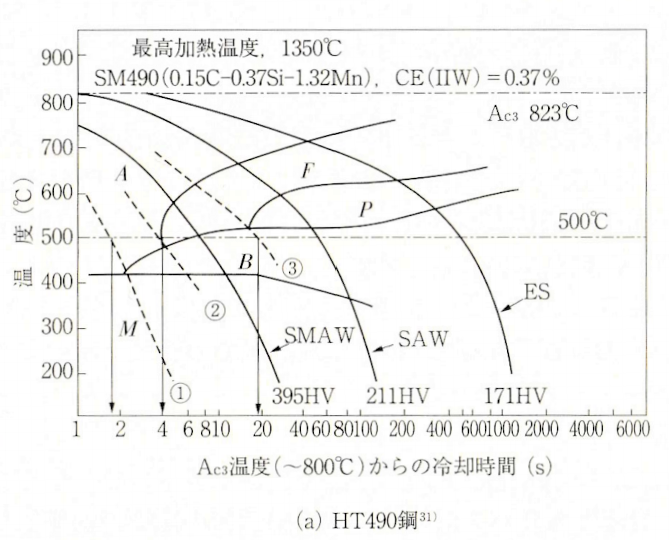
- 溶接入熱が大きく継手の軟化やぜい化を生じやすい
- 溶接を中断すると修復に時間を要する
エレクトスラグ溶接の特徴
- 溶接開始時に
アークを発生させて、フラックスを溶かし、開先内にスラグ浴を作る - スラグ浴が形成されると、溶接スラグ内を流れる電流による
抵抗発熱を利用して母材とワイヤを溶融させる - 溶接ビードの形成の為に、溶接金属を
両側から水冷胴当て金で保持して凝固させる - 溶接中は
スラグ浴の管理が最も重要である - ワイヤガイドで案内されたワイヤを連続的に送給する方法以外に、消耗ノズル式エレクトロスラグ溶接と呼ばれる方法がある