
溶接変形(溶接ひずみ)とは、溶接によって部材に生じる寸法の変化や形状の歪みのことです。溶接の熱によって金属が膨張・収縮することで発生し、溶接作業において避けて通れない重要な課題の一つです。
溶接変形が生じるメカニズム
溶接変形(溶接ひずみ)とは、溶接によって部材に生じる寸法の変化や形状の歪みのことです。溶接の熱によって金属が膨張・収縮することで発生し、溶接作業において避けて通れない重要な課題の一つです。
溶接変形が起こる主な原因は、溶接時の入熱による金属の不均一な加熱と冷却、そしてそれによって生じる応力と塑性変形です。
- 加熱と膨張: 溶接は、非常に高温のアークや炎で金属を局所的に溶融させます。溶融部とその周辺は高温になり、熱によって膨張します。
- 周囲の拘束: しかし、溶接されていない周囲の低温部分は膨張しないため、高温で膨張しようとする溶接部を拘束します。この拘束によって、溶接部は強制的に圧縮され、塑性変形(元に戻らない変形)を起こします。
- 冷却と収縮: 溶接が進み、溶接部が冷えてくると、今度は金属が収縮します。しかし、既に周囲の低温部によって塑性変形した状態で固まっているため、自由に収縮することができません。この不自由な収縮によって、溶接部には引張りの残留応力(内部に残る力)が発生し、これによって部材全体が変形(歪み)するのです。
簡単に言うと、溶接によって部分的に加熱された金属が、冷えるときに自由に収縮できないために引っ張られたり、曲がったりする現象です。
溶接変形について
- 溶接入熱が大きくなると、溶接変形の一つである横収縮は
大きくなる - T形すみ肉溶接において最も問題となる変形は、各変形と
縦曲り変形である - 突合わせ溶接継手の角変形は、板の表面と裏側の
横収縮変形の差が原因で生じる - V形開先突合わせ継手において生じる角変形は
小入熱の多数パスで溶接する方が大きい - 溶接の進行とともに溶接されていない部分のルート間隔が変化する変形のことを
回転変形という ⇒ 溶接変形の防止対策
角変形
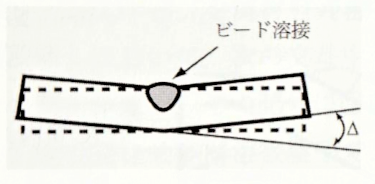
- 鋼板表裏の温度差に起因した表裏の横収縮量の差が原因で発生する
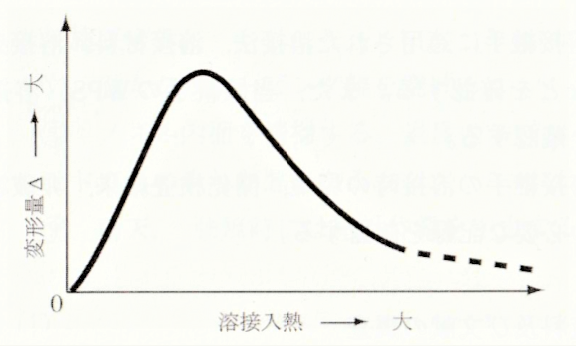
- 溶接入熱が小さいと鋼板表裏の温度差から生じる表裏の収縮力の差が小さいので、角変形は小さい。
- 溶接入熱が大きくなるにつれ、鋼板表裏の温度差から生じる収縮力の差が大きくなり、角変形が大きくなる。
- しかし、ある入熱を超えると鋼板の裏側まで高温になり、鋼板表裏の温度差が小さくなるため、鋼板表裏の収縮差が小さくなり、角変形はかえって小さくなる
他特徴
アルミニウム合金は鋼と比較して熱伝導率が高く、線膨張係数は大きく、弾力係数が小さいため、溶接変形が生じやすい。

