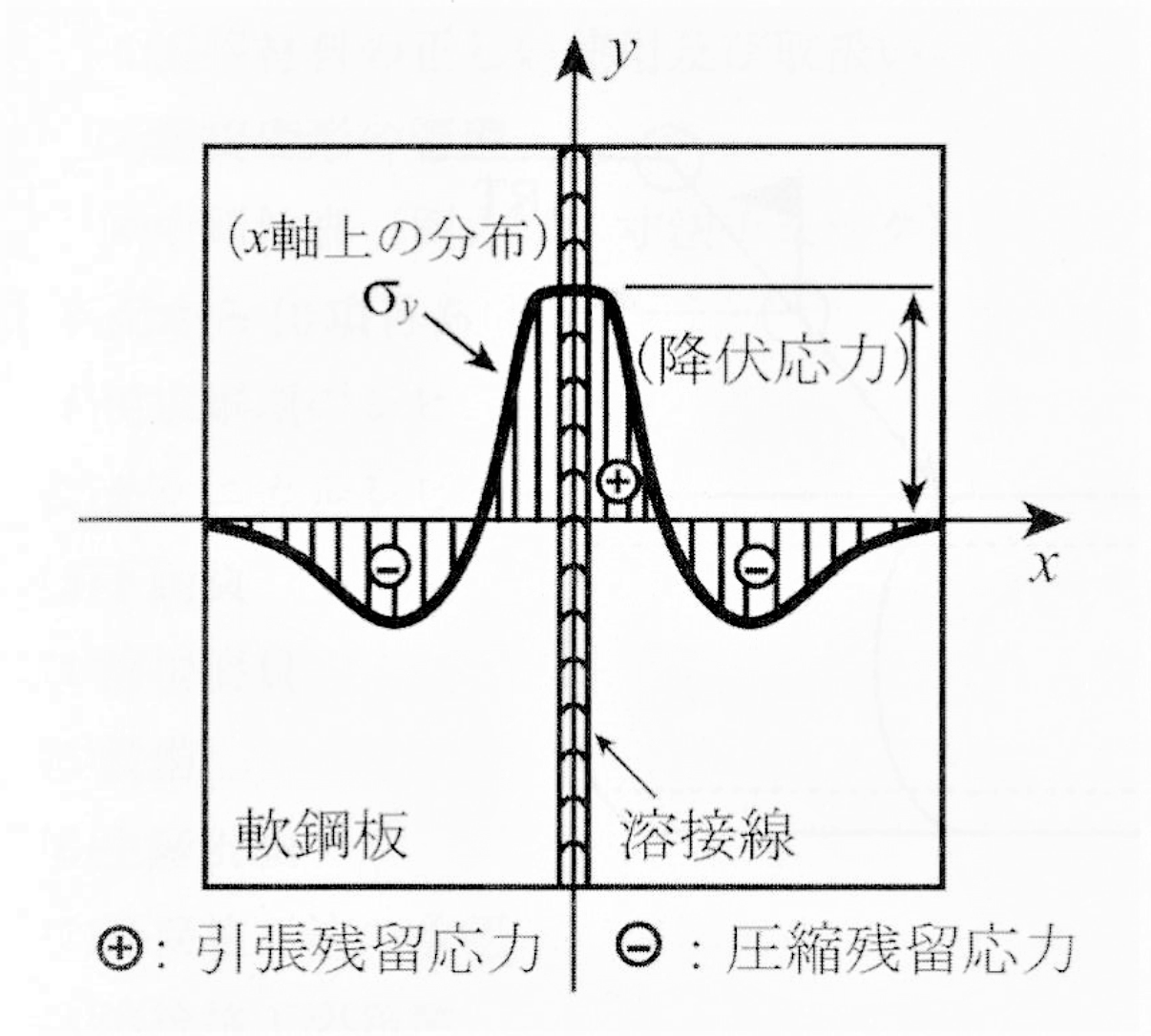
軟鋼広幅平板の突合せ溶接継手の残留応力について
- 溶接線近傍の残留応力σyの最大値は軟鋼の降伏応力程度である
- 溶接線始端部(始終端)では、残留応力σyはゼロである
- 溶接入熱が大きくなると、引っ張り残留応力最大値は変化しないが、引張残留応力の生じる範囲が広くなる
考察例
平板突合せ溶接継手における残留応力発生のメカニズム
- 加熱過程では、溶接部は熱膨張しようとするが、周囲の母材部が膨張を拘束する。そのため、溶接部には圧縮応力が生じる
- 金属が高温にさらされると、著しく降伏応力が低下する
- 上記より、加熱過程で溶接部がある程度に達すると、溶接部は圧縮降伏する。その後、溶接部が冷却して常温になると、溶接部は加熱前の長さより縮んだ状態になろうとする
- しかし、溶接部の変形が周囲の母材部によって拘束される。そのため溶接部中央付近には引張応力が残留する
- 溶接残留応力は自己平衡している。母材部には圧縮応力が残留する
両端が拘束された軟鋼棒
- 両端が拘束された軟鋼棒が一様に500℃に加熱されたとき、軟鋼棒には圧縮応力が生じる
- 両端が拘束された軟鋼棒が500℃まで加熱され、その後、初期温度(室温)まで冷却されたとき、軟鋼棒に引張応力が生じる
詳細
平板突合わせ溶接継手の残留応力は、溶接後に構造体に内部的に残る応力で、構造物の変形・破壊の原因にもなる重要な現象です。以下でわかりやすく解説します。
✅ 残留応力とは?
外力がかかっていない状態でも、内部に残る応力のこと。溶接で局所加熱・急冷されることで、母材と溶接金属に温度差によるひずみが生じ、結果として応力が残る。
✅ 平板突合わせ溶接継手で発生する残留応力の特徴
🔶 応力の種類と分布
| 応力の種類 | 内容 |
|---|---|
| 引張残留応力 | 溶接ビード直下やその周辺部に発生しやすい |
| 圧縮残留応力 | 引張応力の周囲にバランスをとる形で生じる |
🔶 応力の方向
- 縦方向(溶接線に沿って):最も大きな引張残留応力
- 横方向(溶接線に直交):比較的小さいが無視できない
- 厚さ方向:薄板では小さいが、厚板になると顕著になる場合あり
🔧 残留応力の影響
| 項目 | 内容 |
|---|---|
| 変形(歪み) | 板が反ったりねじれたりする原因に |
| 疲労強度の低下 | 残留引張応力により微小亀裂が進展しやすくなる |
| 応力腐食割れ(SCC) | 特にステンレスで要注意(引張残留応力 + 腐食環境) |
| 寸法精度の低下 | 組立・取り付け時の不具合につながることも |
🛠️ 残留応力の低減方法(対策)
| 方法 | 説明 |
|---|---|
| 予熱・後熱 | 急冷を避け、応力を均一化 |
| 多層溶接・対称溶接 | 応力分布のバランスをとる |
| ピーニング処理 | ビード表面を機械的に叩いて応力を緩和 |
| 熱処理(応力除去焼鈍) | 全体を加熱して応力を緩和(大型構造物では非現実的な場合も) |
| 溶接順序の最適化 | 部材の拘束条件を考慮して歪みが出にくい順で溶接する |
✅ まとめ
| 項目 | 内容 |
|---|---|
| 対象 | 平板突合わせ継手(例:建築部材、タンク、圧力容器など) |
| 主な応力 | 溶接部に引張残留応力、周囲に圧縮応力 |
| 問題点 | 歪み、応力腐食割れ、疲労破壊の原因になる |
| 対策 | 予熱、ピーニング、焼鈍、多層溶接、順序調整など |