ステンレス鋼の高温割れ
- オーステナイト系鋼は、完全オーステナイト系と準安定オーステナイト系に大別され、凝固がAモードとなる完全オーステナイト系の方が高温割れ感受性が高い
- 凝固過程後期に低融点相の生成を助長して割れ感受性を増大させる、P、S、Siなどの不純物元素の影響は、フェライトの量が少ない程、顕著となり少量でも割れ感受性が大きくなる
- したがって、フェライト量に応じた不純物の管理が重要となる
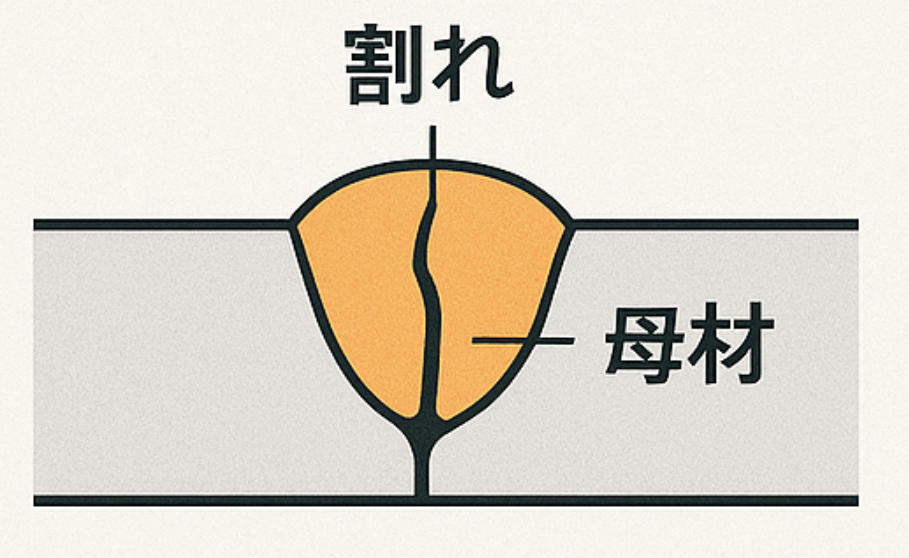
- また、割れはビード断面形状の影響を受け、幅/深さ比が小さいほどいわゆる梨型ビード割れを生じやすい
詳細説明
ステンレス鋼は耐食性・強度・耐熱性に優れた材料であり、化学プラント、食品加工設備、建築構造など幅広い分野で利用されている。しかし、ステンレス鋼は溶接性に一部課題を抱えており、特に高温割れ(ホットクラック)の発生が問題となることがある。高温割れは、主に溶接金属が凝固中あるいは凝固直後の高温・脆弱な状態にあるときに、引張応力が作用することで発生する溶接欠陥である。
■ 高温割れのメカニズム(ステンレス鋼の場合)
ステンレス鋼の中でも、オーステナイト系ステンレス鋼(例:SUS304, SUS316)は特に高温割れの感受性が高い。これは、凝固時の組織がほぼ100%オーステナイト(γ相)であり、固溶体強化が弱く、粒界が脆弱であることが一因である。
溶接中、金属は溶融し、その後凝固するが、凝固末期には硫黄(S)やリン(P)、ビスマス(Bi)、鉛(Pb)などの低融点元素が粒界に偏析しやすい。これらの不純物が粒界で低融点共晶を形成すると、凝固終了間際に金属強度が著しく低下する。この状態で、母材の収縮や拘束による引張応力が加わると粒界が破断し、割れが発生する。
また、フェライトが存在しない純オーステナイト組織では、この現象が顕著に現れやすい。フェライトには不純物を吸収・固定する働きがあり、一定量のフェライトを持つことで高温割れのリスクが低減する。
■ 高温割れ防止策(ステンレス鋼に対する)
- 適切な溶接材料の選定(フェライト含有)
高温割れを防ぐには、0.3~5%程度のδ-フェライトが溶接金属中に存在することが望ましい。これは不純物元素を粒界から吸収・分散させ、低融点共晶の形成を抑制する。溶接材料(ワイヤや棒)の選定時には、「フェライトナンバー(FN)」の値を確認し、割れ感受性の低い材料を使用する。 - 低不純物材の使用と保管管理
SやPなどの不純物含有量が多いと高温割れが生じやすくなるため、不純物の少ない高品質なステンレス鋼と溶接材料を使用する。また、湿気による劣化を避けるために、溶接材料は乾燥状態で保管することが必要である。 - 溶接条件の最適化(熱入力の管理)
熱入力が高すぎると冷却速度が遅くなり、偏析が助長されて割れやすくなる。逆に低すぎると急冷され、応力が高まる。中庸な熱入力を維持し、適切な溶接速度・電流・電圧設定を行うことが重要である。 - 拘束力の低減・溶接順序の工夫
溶接部に拘束が大きくかかると応力が逃げにくくなり、割れが発生しやすくなる。そのため、冶具の設計や溶接順序の見直しによって、応力集中を避ける工夫を施すことが必要である。 - クレータ割れ防止処理の実施
溶接終了時のクレータ部は冷却時に応力が集中しやすいため、クレータ盛りやアークバック法を用いて、凝固割れを防止する。
■ まとめ
ステンレス鋼における高温割れ、特に凝固割れは、オーステナイト系の純粋なγ相組織と不純物元素の偏析が原因で発生しやすい。これに対して、フェライト含有の調整、適切な溶接材料の使用、熱入力の管理、拘束の低減など、設計・材料・施工のすべての面からのアプローチが必要となる。これらを総合的に適用することで、高温割れのリスクを大きく低減し、信頼性の高いステンレス鋼溶接部を実現できる。
