融合不良防止策
- 溶接入熱を十分に大きくして、溶け込みを確保する
- 前パスのビード計上を平坦になるように修正する
- 開先角度を大きくする
- 開先面および前パスビード表面を清浄にする
- ワイヤ狙い位置と角度を適正にする
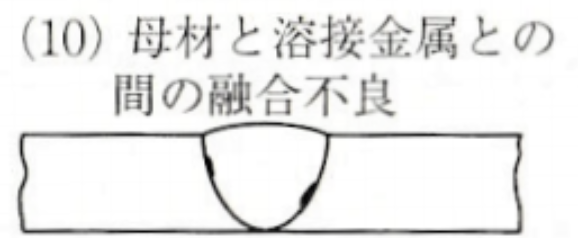
溶接欠陥のうち、母材と溶接金属との間の溶接不良は、構造上もっとも重大な問題を引き起こすことがあり、特に「未融合」や「未溶着」と呼ばれる欠陥が該当します。以下に詳しく解説します。
■ 1. 母材と溶接金属の間の溶接不良とは?
これは、母材(金属のベース材料)と溶けた溶接金属が、完全に結合・融合していない状態を指します。
金属同士が接触していても、金属的接合(溶着・溶融合)がなされていないため、強度や信頼性が著しく低下します。
■ 2. 主な欠陥の種類と名称
| 欠陥名 | 説明 |
|---|---|
| 未融合(Lack of Fusion) | 母材と溶接金属が接しているが、熱不足などにより金属同士が融合していない状態 |
| 未溶着(Lack of Bonding) | 溶接金属が母材に接触していても、しっかり溶け込んでいない(溶融せず、付着しているだけ) |
| アンダーカットとの複合欠陥 | 溶接の端部にえぐれ(アンダーカット)と未融合が同時に存在することもある |
■ 3. 発生原因
| 原因 | 詳細 |
|---|---|
| 熱入力不足 | 電流・電圧・速度の不適正により、母材が十分に溶けない |
| アーク長すぎ | アークが遠くて熱が届かない(溶け込みが浅くなる) |
| トーチ角度不適正 | 熱が均等に伝わらず、一部に未融合が生じる |
| 母材表面の汚れ | 酸化膜・さび・油などで溶融金属が弾かれる |
| 溶接姿勢や条件のミス | 特に立向きや天井溶接で発生しやすい |
■ 4. 欠陥の影響
- 強度の著しい低下:外力が加わると、未融合部から剥がれる・割れる
- 疲労破壊の起点:微小クラックが発生しやすく、時間とともに進行する
- 構造物の破損リスク:橋梁、タンク、圧力容器などでは致命的な破壊につながる
■ 5. 防止対策
| 対策項目 | 内容 |
|---|---|
| 適正な溶接条件 | 電流・電圧・アーク長・速度などの管理を徹底 |
| トーチ操作の訓練 | 均一な熱供給を行うために、姿勢・角度の確認 |
| 母材の清掃 | 溶接前にグラインダーやブラシで酸化膜・さび除去 |
| 適切な溶接法選定 | 母材の種類や板厚に応じた溶接法(TIG、MAGなど)を選ぶ |
| ビードの重ね確認 | 多層溶接時は、前パスとの融合をよく確認する |
■ 6. 欠陥の検出方法
- 超音波探傷試験(UT)
- 放射線透過試験(RT)
- フェーズドアレイ超音波(PAUT)
いずれも内部の未融合部分の検出が可能です。
▷ 補足
母材と溶接金属がしっかり融合していない場合、その部分は「くっついているだけ」の状態で、荷重がかかった際に剥離や割れが発生しやすくなります。
特に、目視で確認できない「内部未融合」は非破壊検査による検出が不可欠です。