アンダカット防止策
- 過大電流を避ける
- 溶接速度を遅くする
- ウィービング両端での停止時間を適正にする
- 適正な溶接棒狙い位置、角度、アーク長で施工する
- アンダカットの生じにくい下向き姿勢で施工するようにする
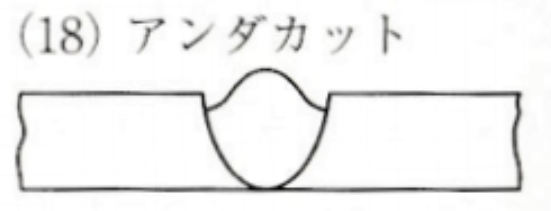
溶接欠陥の「アンダカット(undercut)」とは、溶接ビードの両端部(母材のふち)がえぐれたように削られてしまう現象です。
これは主に外観に現れる欠陥で、強度低下や疲労破壊の起点となるため、重要な溶接不良とされています。
■ アンダカットとは?
アンダカットとは、母材の縁(ふち)部分が、溶接時にアーク熱や溶融金属の流れによって溶けすぎてしまい、溶接金属で埋め戻されずに溝状に残ってしまった状態です。
外見的には、ビードの横に沿って細い溝や線状のえぐれが見られます。
■ 発生原因
| 原因分類 | 内容 |
|---|---|
| 過熱(熱入力過多) | 電流が高すぎる/アークが長すぎると母材縁が過剰に溶ける |
| 運棒速度が速すぎる | 金属が溶けたまま冷えて、えぐれ部分を埋めきれない |
| トーチ角度の不適正 | 熱が一方向に偏り、母材縁を過度に溶かす |
| 母材エッジの形状不良 | V開先が鋭角すぎると、えぐれが発生しやすい |
| 溶接姿勢 | 特に上向き・横向き溶接で発生しやすい |
■ アンダカットの影響
| 影響項目 | 説明 |
|---|---|
| 強度低下 | 母材の厚みが部分的に減るため、構造耐力が落ちる |
| 疲労破壊の起点 | えぐれ部に応力集中し、クラックが進行しやすい |
| 腐食の促進 | 溝部に水分や薬品がたまりやすく腐食リスク上昇 |
| 外観不良 | 明確に見えるため、製品検査で即不合格になることも |
■ 防止対策
| 対策項目 | 内容 |
|---|---|
| 適切な電流設定 | 使用する材料・板厚に応じた電流・電圧に設定する |
| トーチ・運棒操作の訓練 | ビードの幅と高さ、運棒の速度・角度を安定させる |
| 母材準備の徹底 | 開先角・清掃・面取りの状態を整える |
| 多層溶接時の注意 | 上層のビードが前層の縁を適切に覆うように意識する |
| 姿勢に応じた工法 | 横向きや上向きでは下向きと異なる設定・技術が必要 |
■ アンダカットの判定基準(例:JIS、AWS)
- 一般的には「深さが0.5mm以下」「長さが継続的でない」「構造強度に影響しない範囲」であれば許容されることもあります。
- しかし、連続した深いアンダカットは即再加工対象です。
■ 欠陥処置方法
- 軽微であればグラインダーで削って滑らかに(研磨処理)
- 深く、構造に影響する場合は再溶接または溶接修正
■ 補足
アンダカットは、見逃されやすいが危険性の高い欠陥です。外観検査で比較的容易に発見できるため、溶接直後の点検やセルフチェックが重要です。