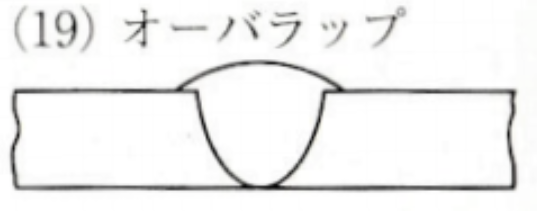
■ オーバーラップ(Overlap)とは?
オーバーラップとは、溶接ビードの端部が母材表面に溶け込まずに乗っているだけの状態で、
金属同士が融合していない溶接欠陥です。これは主にビードの過剰な広がりや溶融金属の流れすぎによって発生します。
■ 特徴
| 項目 | 内容 |
|---|
| 名称 | オーバーラップ(英語:Overlap) |
| 発生部位 | ビードの端部、特にトーチ操作の終わりや折り返し箇所 |
| 外観 | ビードの縁が母材より外にはみ出して盛り上がっている |
| 内部状態 | 表面で接しているように見えるが、金属的な接合(融合)がされていない |
■ 模式図(断面イメージ)
[断面イメージ]
溶接ビード
┌───────────┐
│ ▲
│ ← オーバーラップ(融合していない)
│ ▼
┌┴────────────────┐
│ 母材(Base Metal) │
└────────────────┘
■ 発生原因
| 原因 | 詳細 |
|---|
| 熱入力不足 | ビード端部の温度が低く、母材と溶け合わない |
| トーチ角度不良 | 不適切な角度でアークが母材に十分に当たらない |
| トーチ移動速度が遅い | 過剰な金属が流れて広がり、融合せず乗る形になる |
| 横向き・上向き溶接での重力影響 | 溶融金属が下に流れやすく、融合前に固まる |
■ 欠陥の影響
| 影響 | 内容 |
|---|
| 強度低下 | 金属的に接合していないため、構造的には未接合と同じ扱いになる |
| 応力集中の原因 | 端部に段差や隙間が生じやすく、疲労亀裂が発生しやすい |
| 腐食の起点 | オーバーラップ部に微小な隙間ができ、そこから腐食が進行する |
| 非破壊検査での不合格 | JISやAWSなどの溶接基準では重大欠陥とされる場合が多い |
■ 検出方法
| 方法 | 説明 |
|---|
| 目視検査(VT) | 表面に段差や広がりが見られるため、比較的容易に確認できる |
| 浸透探傷検査(PT) | 微細な隙間が液に染み込み、輪郭として現れる |
| 断面観察(破壊試験) | ビードが母材に乗っているだけで溶け込んでいないことがわかる |
■ 防止対策
| 対策 | 内容 |
|---|
| 適切な熱入力の設定 | 十分に融合する電流・電圧の調整 |
| トーチ操作の適正化 | アークの当たり方を安定させ、ビード端部にも十分熱を与える |
| 溶接速度・角度の調整 | 溶融金属が偏らないようにバランスよく動かす |
| 姿勢に合った施工法の選択 | 横向きや上向きでは、パス数やレイヤーを工夫して溶け落ちを防ぐ |
■ まとめ
オーバーラップは、ビードが母材に「乗っているだけ」で融合していない重大な溶接欠陥です。
力の伝達がされないため構造的には「未接合」とみなされ、外観・強度・耐久性すべてに悪影響を与えます。