溶接欠陥の「ピット(pit)」とは、溶接金属の表面にできる小さなくぼみや穴のことです。見た目は「えぐれ」や「虫食い」のように見え、外観の不良や耐食性・気密性の低下を引き起こすことがあります。
■ ピットとは?
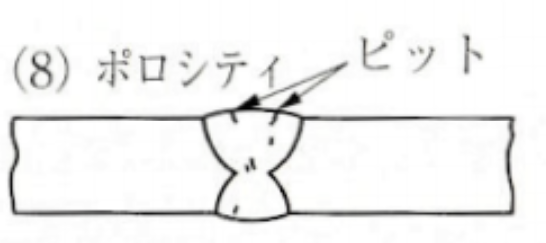
ピット(pitting)は、溶接金属の表面に形成された小さくて深い局所的なくぼみのことです。通常は表面に露出しており、内部欠陥ではなく外観欠陥に分類されます。
■ ピットとポロシティの違い
| 欠陥名 | 発生部位 | 発生要因 | 概要 |
|---|
| ピット | 表面 | アーク不安定・ガス遮へい不良など | 表面にできるくぼみ・えぐれ |
| ポロシティ | 主に内部 | 気体の巻き込みやガスの残留 | 気泡状の孔(内部または表面) |
■ ピットの主な原因
| 原因 | 説明 |
|---|
| アークの不安定 | 溶接電流が安定しない、トーチ操作が乱れる |
| ガス遮へい不良 | シールドガスが風などで乱れ、酸化が起きる |
| 表面汚染 | 油・水分・さびなどが気体になり、溶融金属が飛散 |
| 凝固時の収縮 | 冷却中に金属が急収縮して微小な陥没ができる |
■ 見た目と影響
- 外観:溶接ビードに小さな穴やへこみが見える
- 場所:ビード表面、端部(クレーター部)などに多い
- 影響:見た目が悪くなるほか、防食・気密性の低下を招く
■ 防止対策
| 対策 | 説明 |
|---|
| シールドガス管理 | 風防、適正流量(例:アルゴンなら10~20 L/min) |
| 適正なアーク長 | 長すぎるとアーク不安定になりやすい |
| 表面処理 | 母材・ワイヤの清掃(油・水・さびの除去) |
| クレーター処理 | 終端処理を丁寧にし、溶接終了部のピットを防止 |
■ ピットの判定と対応
- 表面検査(VT)で発見可能
- 重大な場合はグラインダーで削って補修溶接することが一般的