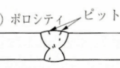
ボロシティ(ブローホール)
- 欠陥の形態:ガスによって生じた溶接金属内の空洞
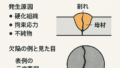
- 発生原因:溶融池内に侵入したO、H、NなどがCO(一酸化炭素)、H2(水素)、N2(窒素)ガスとなり、これらのガス、及びシールドガス(Arなど)の一部が逃げ切らないうちに凝固し、溶接金属内に残ることによる
■ 詳細
ポロシティとは、溶接金属内に閉じ込められたガスが固化時に抜けきれず、気泡のまま残ってしまった欠陥です。
見た目は「小さな穴」や「スポンジ状」「虫食い状」になっていることもあります。
■ ポロシティの種類
| 種類 | 特徴 |
|---|
| 孤立ポロシティ(single porosity) | 単発の気孔。1個だけぽつんと存在する |
| クラスター状ポロシティ(cluster porosity) | 小さな気孔が群れて存在する(多発) |
| 直線状ポロシティ(linear porosity) | 複数のポロシティが一直線に並ぶ(ビードの中や裏) |
| 表面ポロシティ | 表面に露出している気孔で、外観で確認できることが多い |
■ 発生原因
| 原因 | 説明 |
|---|
| 母材や溶加材の汚れ | 油・水分・サビ・塗料が気体となりガスを発生させる |
| 溶接中の大気混入 | 風・不適切なガス流量・ノズルの距離ミスなどで空気が混入 |
| ガスシールド不良 | アーク溶接で保護ガスが十分に機能していない |
| 溶接棒の吸湿 | 被覆アーク溶接では、被覆剤が湿気を吸収し水素ガスが発生 |
■ 欠陥の影響
| 影響 | 説明 |
|---|
| 強度低下 | 多数存在すると、金属の連続性が損なわれる |
| 気密性の喪失 | 圧力容器や配管では漏れの原因になる |
| 腐食の進行 | ポロシティ部分に水や腐食性物質がたまりやすい |
| 外観不良 | 表面に現れる場合は美観が損なわれる |
■ 防止対策
| 対策 | 説明 |
|---|
| 母材・溶加材の清掃 | 油・さび・水分をしっかり除去する |
| ガス流量の適正管理 | 過不足や乱流を防ぐ(例:アルゴンは約10〜20L/min) |
| ノズル距離・角度の調整 | アークとノズルの位置関係を適切に保つ |
| 溶接棒やフラックスの乾燥 | 吸湿を避ける(事前に110〜150℃で乾燥させる) |
| 風除けの設置 | 屋外では防風対策を講じることが重要 |
■ 検出方法
- 外観検査(VT)…表面に出ていれば確認可能
- X線透過検査(RT)…内部ポロシティの検出に有効
- 超音波探傷検査(UT)…直線状ポロシティなどの位置確認に使用
■ 補足
ポロシティは構造強度にはそれほど大きな影響を及ぼさないこともありますが、多数発生したり、応力の集中する位置にある場合は非常に危険です。特に、圧力容器や配管などでは致命的な欠陥とされ、修理または再溶接が求められます。