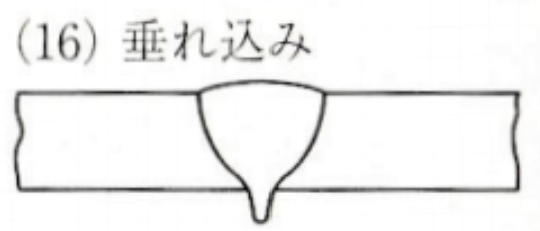
■ 垂れ込み(たれこみ)とは?
「垂れ込み」とは、溶接金属が重力によって下方に垂れ下がり、母材やビード表面からはみ出してしまう状態の欠陥です。
これは主に下向き以外の溶接姿勢(特に上向き・横向き)での溶接において、溶融金属が流動しすぎたときに発生します。
■ 特徴
| 項目 | 内容 |
|---|
| 名称 | 垂れ込み(たれこみ)
英語:Sagging, Overrun |
| 発生箇所 | ビード下部、側面、ルート部など |
| 外観 | 溶接ビードの輪郭が不規則に盛り上がり、下方向へ垂れたような形状になる |
| 内部 | 過剰な溶融金属が原因で、内部に空洞や未融合を伴うこともある |
■ 模式図(断面イメージ)
【断面図の簡略イメージ】
溶接金属
┌───────┐
│ ▼
│ ⬇ 垂れ込み部(盛り上がり)
│ ▲
└────────┘
■ 発生原因
| 分類 | 詳細 |
|---|
| 熱入力過大 | 電流や電圧が高すぎて溶融池が過度に広がり、流動しすぎる |
| 溶接速度が遅い | 溶けた金属が冷える前に重力で下に流れてしまう |
| トーチ角度不適正 | アークの向きが悪く、金属が片側や下方に偏る |
| 姿勢不適合 | 上向き・横向き溶接で不適切なパラメータを使った場合に起こりやすい |
| 不良な開先形状 | 垂れやすい形状に加工されている場合 |
■ 欠陥の影響
| 項目 | 内容 |
|---|
| 外観不良 | ビード形状が不整形で、美観を損なう |
| 寸法精度の低下 | ビードが指定範囲からはみ出すと製品寸法不良となる |
| 内部欠陥の誘発 | 冷却不均一によってスラグ巻き込みや未融合が生じやすくなる |
| 強度不均一 | 溶接部の断面が不均等になり、局部的に応力が集中する |
■ 防止対策
| 対策 | 詳細 |
|---|
| 適切な溶接条件の設定 | 電流・電圧・速度のバランスを取る(特に上向き溶接では電流抑えめ) |
| 姿勢に合った施工技法 | 横向きや上向き溶接には短いビード・多パス溶接を用いる |
| トーチ角度と距離の調整 | トーチを正しい方向へ向け、溶融金属の流れを制御 |
| 開先形状の適正化 | 流れすぎを防ぐため、ルート部の寸法に注意 |
■ 検出方法
| 方法 | 説明 |
|---|
| 外観検査(VT) | ビードの輪郭を目視で確認。明らかに垂れた形状 |
| 寸法測定 | はみ出し量が基準を超えているかを定規やゲージで確認 |
| 断面観察(破壊試験) | 垂れた部分の内部に空洞や巻き込みがあるかを確認可能 |
■ まとめ
「垂れ込み」は、主に溶接姿勢や条件が不適切な場合に発生する、見た目・性能に関わる溶接欠陥です。
熱入力と姿勢制御のバランスが重要であり、上向き・横向き溶接では特に注意が必要です。