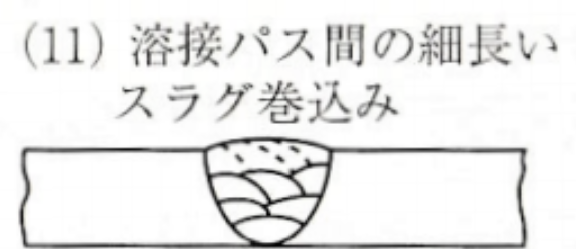
スラグ巻き込み防止策
- 前層および前パスのスラグを十分に除去する
- アークに対してスラグの先行を避ける(とくに立向き下進溶接や下り坂溶接の場合)
- 多層溶接で次パスの溶接する前のビード形状の修正。ビード間またはビードと開先面の間の鋭く深い凹みをなくすようにする
- 適正な運棒、棒角度およびウィービング法で施工する
孤立したスラグ巻き込み(Isolated Slag Inclusion) は、
溶接金属の内部に 一部分だけ局所的にスラグ(酸化物などの非金属不純物)が閉じ込められた状態 の欠陥です。
■ 概要
| 項目 | 説明 |
|---|
| 名称 | 孤立したスラグ巻き込み(Isolated Slag Inclusion) |
| 場所 | 溶接ビードの内部(多層溶接中・単層溶接中のどちらでも可) |
| 形状 | 点状、塊状、短い線状など(連続性がない) |
| 特徴 | 小さく、周囲から独立して存在する異物 |
■ 発生の仕組み
スラグは通常、フラックス(被覆材)やフラックス入りワイヤがアーク熱で分解された副生成物です。
本来はビード表面に浮き上がり、冷却後にハンマー等で除去されるものですが、以下の要因で内部に取り残されてしまうことがあります:
■ 発生原因
| 原因 | 詳細 |
|---|
| 不十分なクリーニング | 層間のスラグ除去が不完全で、局所的に残留して次パスで巻き込まれる |
| 不安定なアーク操作 | トーチ操作が乱れた部分でスラグが巻き込まれやすくなる |
| 溶接速度の変動 | 一時的に速くなるとスラグが浮く時間が足りず巻き込まれる |
| 溶接姿勢による重力影響 | 上向き・横向きではスラグが一部残りやすい |
| 開先・ビード形状不良 | 凹部にスラグがたまりやすく、次パスで覆ってしまう |
■ 断面イメージ(模式図)
[溶接金属断面の例]
┌────────────┐
│ 溶接金属 │
│ ○ ← 孤立スラグ巻込 │ ← 周囲から独立した黒点や塊
│ │
└────────────┘
■ 欠陥の影響
| 影響 | 内容 |
|---|
| 強度低下(軽微~中程度) | 欠陥が小さい場合は構造全体に直ちに大きな影響を与えないこともあるが、位置や使用条件によっては深刻な問題に |
| 疲労破壊の起点 | スラグ巻き込み部が微小クラックの起点になる可能性がある |
| 非破壊検査で検出される | X線やUTで検出されると、再加工や評価が必要になる場合が多い |
■ 防止対策
| 対策 | 詳細 |
|---|
| パス間のスラグ除去の徹底 | ワイヤブラシ・スラグハンマー等を用いて完全に清掃 |
| 安定した溶接操作 | 均一な速度、適正なアーク長、トーチ角度の維持 |
| 姿勢ごとの適切な施工技術 | 特に上向きや横向き溶接で注意を要する |
| ビード形状の整形 | 層ごとのビードに凹みを残さない工夫を行う |
■ 判定と対応
- 非破壊検査で発見可能(RT=X線、UT=超音波)
- 孤立していて、規格で許容される範囲であればそのまま使用可能な場合もあります
- ただし、設計強度や使用環境によっては除去・再溶接が必要