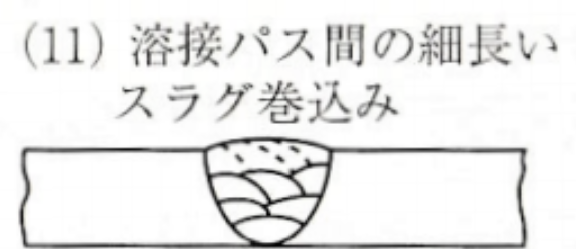
溶接欠陥で「母材との融合部に細長く発生するスラグ巻き込み」は、
多層・多パス溶接や開先付き溶接などで頻繁に発生する内部欠陥のひとつであり、
溶接構造物の強度・信頼性に大きな影響を与える可能性があります。
■ 欠陥の名称と概要
| 名称 | 説明 |
|---|
| 母材との融合部におけるスラグ巻き込み | 溶接金属と母材との接合界面に沿って、細長いスラグが残留・巻き込まれた状態。接合すべき部分に異物があるため、金属的な結合が妨げられている欠陥。 |
■ 欠陥の発生位置と形状
このスラグ巻き込みは、以下の位置で発生します:
- 開先部(V形やU形の隙間)
- ルート部(最初の層の根本)
- 母材と最初の溶接金属との界面
断面図では、母材との接触面に沿って黒い線や斑点のように現れ、長く細く連続することが多いです。
■ 欠陥断面のイメージ(模式図)
[ 溶接断面模式図 ]
母材
┌────────────┐
│ / ̄ ̄\ │ ← 開先
│ /スラグ巻込\ │ ← 接合界面に異物(スラグ)
│ └────────┘
│ 溶接金属(ビード)│
└────────────┘
■ 発生原因
| 原因 | 詳細 |
|---|
| 開先部清掃不良 | 開先部に残ったスラグや酸化物を除去せずに次パスを施工 |
| 熱入力不足 | 母材が十分に溶け込まず、スラグが逃げる時間がない |
| 不適切な溶接姿勢 | 特に横向き・立向き溶接ではスラグが重力で残留しやすい |
| 過剰な開先角・深さ | スラグが入り込む隙間が多くなりやすい |
| 層間処理の不十分さ | 前パス表面にスラグや酸化膜が残ったまま次パスを実施 |
■ 欠陥の影響
| 影響項目 | 内容 |
|---|
| 接合強度の大幅な低下 | 母材との融合が不完全なため、溶接強度が確保できない |
| 疲労破壊の起点 | スラグの部分に応力集中が生じやすく、割れやすい |
| 構造物の寿命短縮 | 内部欠陥は進行しやすく、長期間の使用で破壊のリスク増加 |
■ 防止対策
| 対策 | 内容 |
|---|
| 開先・ルート部の清掃徹底 | ワイヤブラシ・グラインダー等でスラグ・酸化膜除去 |
| 最適な熱入力条件の設定 | 十分に母材を溶かし、スラグを浮かせて排出できる条件を選定 |
| 溶接姿勢の工夫 | スラグが自然に流れる方向・角度を確保(下向き推奨) |
| 多層溶接時の点検 | 各層の清掃と外観確認を毎層ごとに行う |
■ 検出と評価方法
| 方法 | 概要 |
|---|
| X線透過試験(RT) | スラグが金属より密度が低いため、線状の影として検出可能 |
| 超音波探傷試験(UT) | 層と母材の界面に反射するため、異常波形で検知可能 |
| フェーズドアレイUT(PAUT) | 欠陥の位置・長さ・傾きも把握可能(高精度) |
■ まとめ
母材と溶接金属の界面に沿ったスラグ巻き込みは、
「金属的に結合すべき最重要な接合面に異物が残っている」という意味で、
溶接構造全体の信頼性を著しく損なう欠陥です。