スラグ巻き込み防止策
- 前層および前パスのスラグを十分に除去する
- アークに対してスラグの先行を避ける(とくに立向き下進溶接や下り坂溶接の場合)
- 多層溶接で次パスの溶接する前のビード形状の修正。ビード間またはビードと開先面の間の鋭く深い凹みをなくすようにする
- 適正な運棒、棒角度およびウィービング法で施工する
溶接欠陥の中で、「溶接パス間の細長いスラグ巻き込み」は、特に多層溶接や多パス溶接で発生しやすい深刻な内部欠陥です。以下に詳しく解説します。
■ スラグ巻き込みとは?
「スラグ巻き込み(slag inclusion)」とは、溶接時に発生するスラグ(溶融金属の酸化物などの不純物)が、溶接金属の中に閉じ込められた状態を指します。
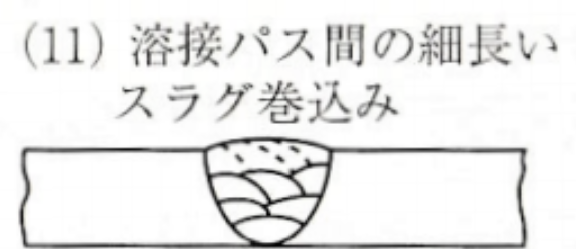
■ パス間の細長いスラグ巻き込みとは?
特に多層溶接で、各層(パス)を積み重ねていく際に、前のパスの表面に残ったスラグが完全に除去されずに、次のパスでそのまま巻き込まれて固まってしまうと、断面上に細長い異物(スラグ)が層と層の間に沿って閉じ込められる形となります。
これは一般的に細長い線状または層状の内部欠陥として現れ、強度や耐久性に深刻な影響を及ぼします。
■ 発生原因
| 原因カテゴリ | 詳細 |
|---|---|
| 清掃不良 | 前パスのスラグをワイヤブラシ・ハンマーで取り除いていない |
| 不適切な溶接姿勢 | 横向きや上向きでスラグが逃げにくく、巻き込みやすい |
| パス形状不良 | ビード間の重なりが不十分、溝ができやすい形状でスラグが残りやすい |
| 低すぎる熱入力 | スラグを十分に浮かせて排出できない状態になる |
| 溶接速度の不均一 | 一部でスラグが固まりやすくなり、巻き込みやすくなる |
■ 欠陥の特徴
- 層と層の間に沿って細長く存在
- 非金属であるため、超音波やX線で検出可能
- 断面では黒い線状・楕円状の形で現れることが多い
- 強度や疲労寿命の大幅な低下につながる
■ 欠陥断面のイメージ
cssコピーする編集する[ 多層溶接の断面図(模式) ]
←ビード層(上)
┌────────────┐
│ 溶接金属 │
│ ──────────── │ ← スラグ巻き込み(細長い)
│ 溶接金属 │
└────────────┘
↑パス間
■ 影響とリスク
| リスク | 内容 |
|---|---|
| 破壊の起点になる | スラグの部分から割れが発生・伝播しやすくなる |
| 強度低下 | 金属同士が結合していない部分があるため構造強度が落ちる |
| 内部欠陥なので発見困難 | 見た目ではわからず、破壊検査や非破壊検査が必要 |
■ 防止対策
| 対策 | 内容 |
|---|---|
| 各パスごとの清掃徹底 | スラグ除去用ハンマー、ワイヤブラシなどで確実に除去 |
| 適切な溶接条件設定 | 熱入力を確保し、スラグが表面に浮くようにする |
| トーチ操作の最適化 | 一定の速度・角度・距離で作業し、均一なビード形状を作る |
| パス重ねの工夫 | ビード間にスラグが残りにくい形状を意識して重ねる |
| 非破壊検査を実施 | UT(超音波)やRT(X線)で内部欠陥を早期検出することが重要 |
■ 関連欠陥との違い
| 欠陥 | 違い |
|---|---|
| 未融合 | 金属同士が溶け合っていない(スラグではなく空間) |
| ポロシティ(気泡) | ガスによる空洞で、スラグのように異物が含まれるわけではない |
| クラック(割れ) | 溶接金属の内部にできた割れで、非金属巻き込みではない |