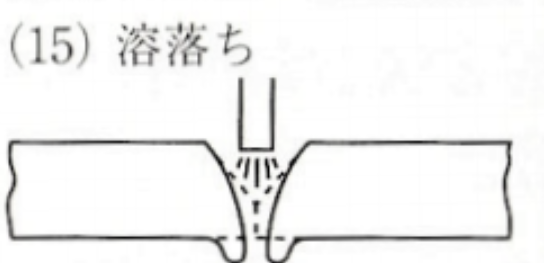
■ 溶落ち(ようおち)とは?
「溶落ち」とは、開先の底部(ルート部)から溶けた金属が裏側に垂れ落ちてしまい、裏面に不規則に飛び出た状態になる溶接欠陥です。
特に開先を用いた溶接のルートパス(最初のパス)で、裏波を形成する際に発生することが多いです。
■ 概要
| 項目 | 内容 |
|---|
| 名称 | 溶落ち(ようおち)
英語:Burn Through(バースルー)や Melt Through |
| 発生箇所 | 開先のルート部(板と板の最下部)や裏面 |
| 外観 | 溶接裏面から溶融金属が垂れ出して突起状になっている状態。または、孔(穴)になっている場合もある。 |
| 原因 | 熱が集中しすぎて母材が局部的に完全に溶け抜けることによる |
■ 模式図(断面イメージ)
[溶接断面イメージ]
表面 裏面
▲ ▼
┌────────────┐
│ 溶接金属 │
│ ▼ ← 溶落ち │ ← 金属が裏へ溶け落ちて飛び出している
│ ○ │
└────────────┘
■ 発生原因の詳細
| 原因 | 説明 |
|---|
| 電流が過大 | 熱入力が過剰になり、ルート部が完全に溶け抜ける |
| 開先のルート間隔が広すぎる | 間隙が大きいため、支えがなく金属が裏側へ落ちる |
| トーチ操作ミス | 熱が一点に集中して、母材が局所的に溶融しすぎる |
| 裏当て材なしでルート溶接を実施 | 裏面を受け止めるものがないため、金属が垂れやすくなる |
| ルートフェイスが薄すぎる | 熱に耐えられず簡単に溶け抜ける |
■ 欠陥の影響
| 影響項目 | 内容 |
|---|
| 裏面の強度低下 | 裏面が不均一で局部的に薄くなることで、耐力が落ちる |
| 腐食の起点 | 突起や穴が腐食環境下で進行しやすい |
| 疲労や亀裂の原因 | 表面が不連続になるため、応力集中が生じやすい |
| 美観・寸法不良 | 裏面に飛び出すことで製品形状が不良になる |
■ 防止対策
| 対策 | 内容 |
|---|
| 適切な電流・電圧設定 | ルート溶接では過熱を避ける |
| ルート間隔・フェイス厚の最適化 | 開先寸法を溶接法に合わせて設計する |
| 裏当て材の使用 | 銅板やセラミックなどで裏面を支えることで溶落ちを防止 |
| トーチ操作の熟練化 | 適切な速度・角度・アーク長で作業する |
| 裏波溶接に適した技法選択 | 半自動溶接ではパルス制御などを活用することも有効 |
■ 検出方法
| 方法 | 説明 |
|---|
| 目視検査(VT) | 裏面の突起や穴として容易に確認できる |
| X線透過試験(RT) | 飛び出し部分の厚さ不良が画像に現れる |
| 超音波探傷(UT) | ルート部の異常として検出可能 |
■ まとめ
「溶落ち」は、主にルート溶接において熱が集中しすぎることにより発生する
“裏面から金属が垂れ落ちたような重大な溶接欠陥” です。
発見しやすい一方、強度・耐久性・外観に大きな影響を及ぼすため、施工前の条件設定と裏当て対策が非常に重要です。