溶込み不良防止策
- 溶け込みが十分に得られる溶接入熱、溶接電源など、適正な溶接条件を採用する
- 適正な開先形状にする。ルート面が大きい場合、ルート間隔が狭い場合、開先角度が狭い場合に生じやすい
- 裏はつりを行う場合は十分な深さまで掘る
- 自動溶接においては、狙い位置が開先ルート中央部からはずれないようにする
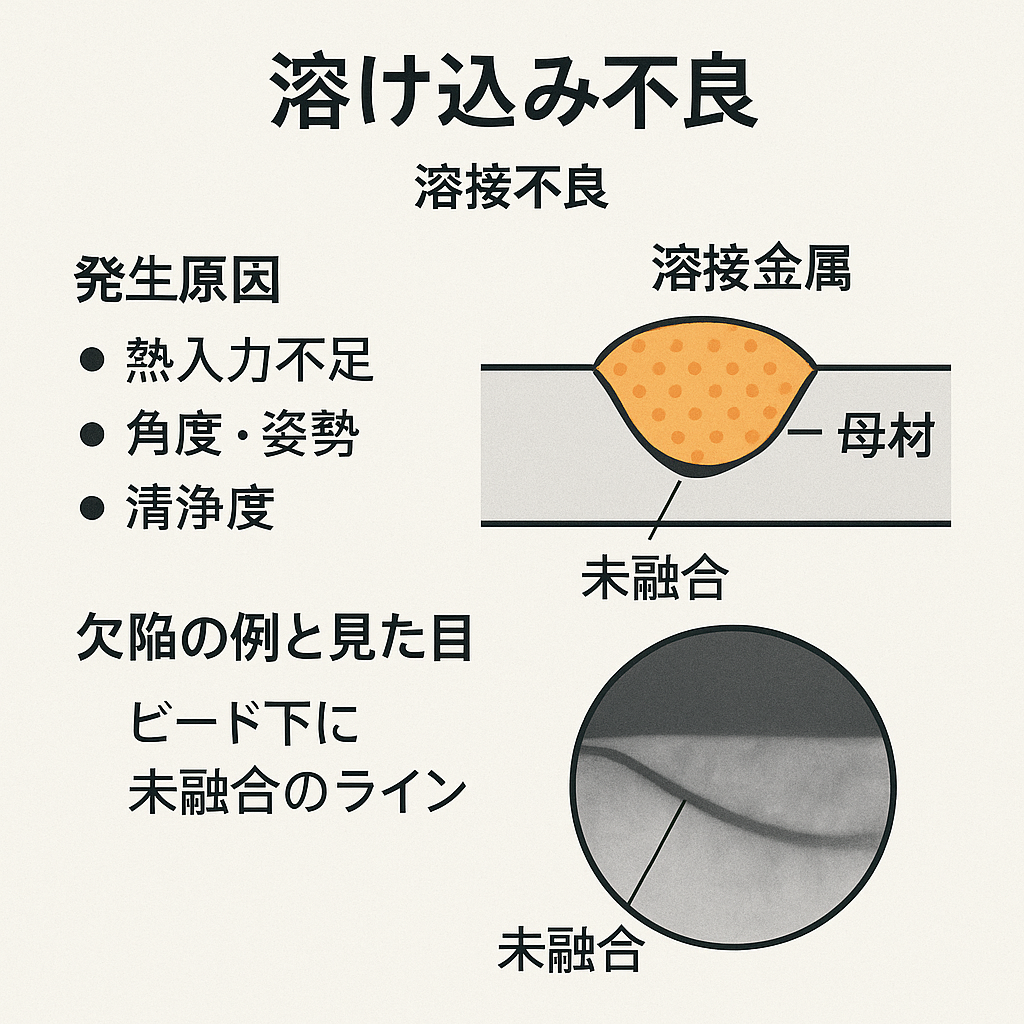
「溶け込み不良」は、溶接欠陥の一つで、特に構造物の強度や安全性に大きな影響を及ぼす重要な欠陥です。以下に詳しく説明します。
■ 溶け込み不良とは
溶け込み不良(Incomplete Fusion / Lack of Fusion)とは、溶接時に母材や前の溶接ビードと溶加材が十分に融合しない状態を指します。金属同士が物理的には接触していても、冶金的(金属組織的)に結合していないため、応力が集中しやすく、破断の原因になります。
■ 発生原因
| 原因カテゴリ | 具体的な要因 |
|---|
| 熱入力不足 | 電流が小さい/移動速度が速すぎる/電圧が不適切 |
| 角度・姿勢 | トーチや電極の角度が不適切で母材に熱が届かない |
| 清浄度 | 母材表面にサビ・油・酸化膜があると溶け込みが阻害される |
| 技量 | 操作ミスによりビードが重ならない、溶融プールの制御不良 |
■ 欠陥の例と見た目
- ビードの下に未融合のライン(黒い線や空洞)がX線写真などで確認される
- 断面で見ると、母材との境界が明瞭に分かれている
■ 欠陥がもたらす影響
| 影響 | 説明 |
|---|
| 強度低下 | 応力集中により破断しやすくなる |
| 疲労破壊 | 溶け込み不良の部分がクラックの起点になる |
| 安全性低下 | 構造物の信頼性が著しく低下(橋梁、圧力容器などでは致命的) |
■ 防止対策
| 対策 | 説明 |
|---|
| 適切な電流・電圧設定 | 溶接条件の最適化によって十分な熱入力を確保 |
| 予熱や多層溶接の活用 | 厚板や高硬度材には効果的 |
| 母材の清掃 | サビ・油・水分を取り除くことで溶接性向上 |
| 熟練した技術者による作業 | 技量や手順の熟達が欠陥防止に直結する |
■ 関連用語の違い
- 未融合(Lack of Fusion):溶融はしているが接合していない
- 未溶込み(Lack of Penetration):溶接金属が母材の奥まで届いていない
→ 両者は類似していますが、未溶込みは深さの問題、未融合は接合状態の問題です。