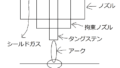
熱影響部の硬さ
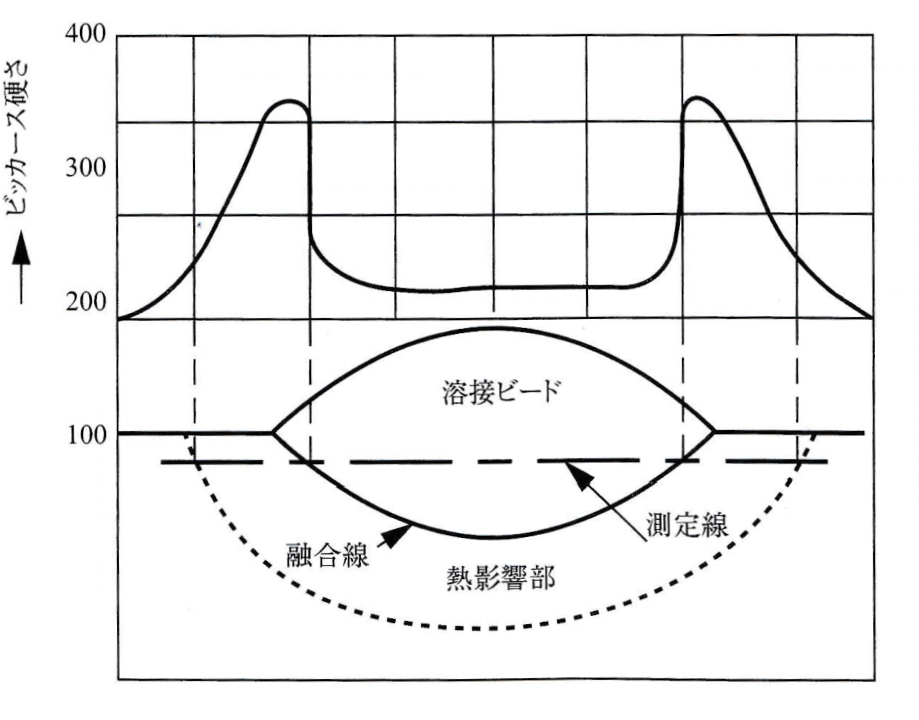
SM490鋼(0.20%C-0.23%Si-1.38%Mn)のJIS最高硬さ試験(被覆アーク溶接、Δt8/5=7s)での溶接部断面の測定線に沿った硬さ分布を定性的に(ビッカーズ硬さは正確でなくとも良い)図示する
- 最高硬さが高いほど低温割れ感受性が高く、最高硬さは鋼材の(狭義の)溶接性の尺度である。低温割れ防止のため、また、溶接構造物として使用時の硫化物応力割れ発生防止のため、溶接部硬さが規制されることがある
- 最高硬さに影響する主な因子は、
⇒母材の炭素当量(化学組成)
⇒継手形状
⇒溶接入熱量
⇒アークの熱効率
⇒板の初期温度(予熱温度)
🔶 ビッカース硬さ試験とは?
ビッカース硬さ試験(Vickers Hardness Test)は、金属材料に対する微細硬さ測定法の一つであり、特に熱影響部のような狭い領域の硬さ分布を測るのに適しています。
- 試験方法:ダイヤモンド製の四角錐形圧子(先端角136°)を一定の荷重で試験片に押し付け、できたくぼみの対角線を測定。
- 単位:HV(Vickers Hardness Value)で表される。
- 利点:極めて小さな領域(数十μm)でも測定が可能で、HAZのような狭い領域の硬さ評価に最適。
🔶 硬さ変化の管理と対策
熱影響部での過剰な硬化や硬さムラは、溶接部の信頼性に悪影響を与えるため、以下のような対策が講じられます:
- 予熱の実施:冷却速度を緩やかにし、マルテンサイト生成を抑制。
- 低入熱溶接:HAZの拡大や過熱を抑える。
- 後熱処理(PWHT):マルテンサイトを焼き戻して靭性を回復。
- 適正な溶加材の選定:溶接金属の硬さを母材とバランスさせる。
溶接硬さの因子について
🔶 1. 炭素含有量(C)
➤ 最も大きな影響因子のひとつ。
- 炭素量が増えるほど、鋼の硬化能(焼入れ性)が高くなるため、急冷によってマルテンサイトが生成しやすくなります。
- マルテンサイトは非常に硬く、硬さは400~600HV以上になることもあります。
例:
- SS400(低炭素鋼):200~250HV程度
- S45C(中炭素鋼):400HV以上(マルテンサイト生成時)
🔶 2. 合金元素の種類と量
合金元素は、焼入れ性(硬化のしやすさ)とマルテンサイトの形成温度に大きく影響します。
| 元素 | 主な効果 | 硬さへの影響 |
|---|---|---|
| Mn(マンガン) | 焼入れ性向上、析出強化 | 中程度に硬さ上昇 |
| Cr(クロム) | 焼入れ性大きく向上 | 高硬度マルテンサイト生成しやすい |
| Mo(モリブデン) | 焼戻し脆性抑制、硬さ保持 | 焼戻しても硬さ維持 |
| Ni(ニッケル) | 靭性向上、強靭なマルテンサイト形成 | 過度な硬さ抑制(良好) |
| V(バナジウム) | 微細炭化物析出、硬度増加 | 硬度を顕著に上昇させる可能性あり |
🔶 3. 冷却速度(溶接熱の散逸速度)
- 冷却速度が速いほどマルテンサイト生成が促進され、硬さが高くなります。
- 一般に、薄板・小断面部材や、予熱なしの溶接では冷却速度が非常に速くなり、最大硬さが上昇します。
例:空冷→300HV、銅ブロックによる強制冷却→450HV以上
🔶 4. 溶接入熱(熱のかけ方)
- 低入熱溶接(短時間高温)では冷却が早くなり、マルテンサイト化 → 硬さ上昇。
- 高入熱溶接(長時間加熱)では冷却が遅くなり、フェライトやパーライトが生成 → 硬さ低下。
適正な入熱制御が、硬さ管理に不可欠。
🔶 5. 母材の種類と組織
- 母材がフェライト主体なら硬さは低く、焼入れ性のある構造用合金鋼や工具鋼では、熱影響部に極端な硬さが発生しやすい。
- また、初期組織が焼入れ・焼戻し材である場合、再加熱で部分的に硬さが変化。
🔶 6. 溶加材の成分
- 溶加材(溶接ワイヤや棒)の化学組成も硬さに影響。
- 高強度用溶加材では、合金元素やCが多く、溶接金属自体が硬くなる。
- 低炭素・低合金の溶加材を使えば、過度な硬化を抑制可能。
🔶 7. 予熱・後熱処理の有無
- 予熱:冷却速度を緩やかにし、マルテンサイト生成を抑える。
- 後熱処理(PWHT):硬さを均一化し、焼戻しにより過度な硬さを低下。
- 硬さのピーク抑制や靭性確保に重要な要素。
🔶 8. 溶接方法
- TIG(低入熱):比較的硬さ上昇しやすい
- サブマージアーク(高入熱):冷却が遅く、硬さ上昇しにくい
- レーザーや電子ビーム:極めて局所的な高エネルギー → 極端な硬さ上昇の可能性あり(500HV超)
✅ まとめ
| 因子カテゴリ | 主な影響 |
|---|---|
| 材料成分(C, 合金) | マルテンサイト生成 → 高硬さ化 |
| 溶接条件(入熱、冷却速度) | 急冷 → 高硬さ、徐冷 → 軟化 |
| 補助処理(予熱・後熱) | 硬さ分布の平滑化、過硬化の抑制 |
| 溶接プロセス | 熱の集中性・入熱量によって硬さに差が出る |
最大硬さが350HVを超えると割れリスクが増すため、特に硬化性の高い鋼材を溶接する場合は、上記因子を総合的に考慮して制御することが極めて重要です。必要に応じてビッカース硬さ試験により確認を行い、信頼性ある接合部を実現することが求められます。