厚鋼板の下向き突合わせ継手の大電流自動溶接に用いられる。
フラックスを利用するアーク溶接の代表例の1つ
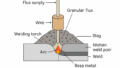
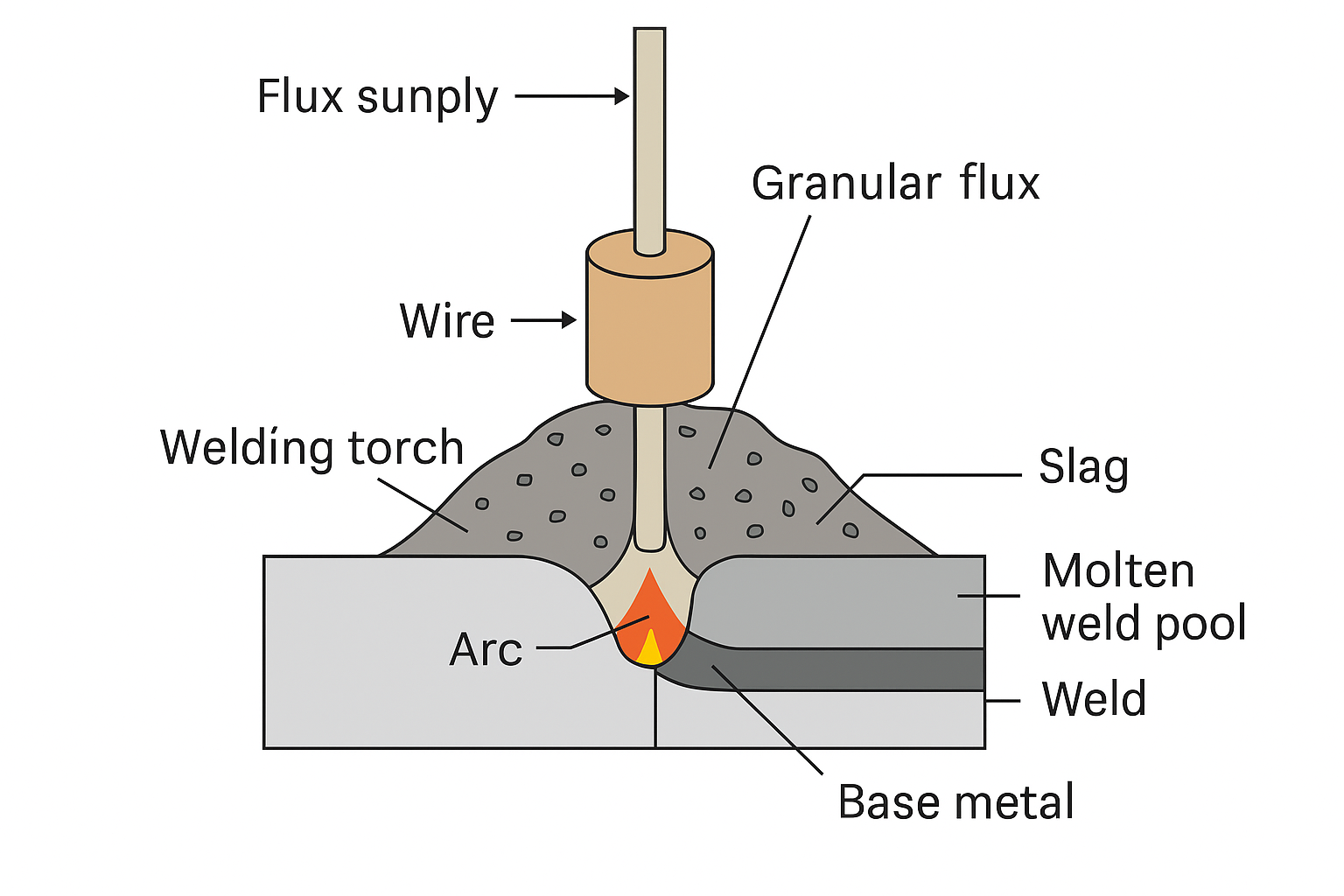
溶融保護の概要:フラックスによって発生するガス、または散布したフラックスで溶融池を覆い、大気から保護する。また、生成した溶融スラグが溶融池の表面を覆い、酸化や窒化を防止する。
- 交流垂下特性電源の採用
- ワイヤ送給速度はアーク安定化の為に、アーク電源フィードバック方式を採用
溶接部に沿って粒状のフラックスを供給し、その中にワイヤを供給して溶接を行う。自動溶接法としては最も代表的なものである。
フラックスの種類
溶融フラックス:原料鉱石を混合、融解し、これを急冷凝固させた後、粉砕、整粒したもので、ガラス状のものと軽石状のものがある
- ボンドフラックスは石灰石(CaCO3)、ほたる石(CaF2)、酸化マグネシウム(MgO)、アルミナ(Al2O3)などを主成分とする原料粉や金属粉、合金紛を混合、水ガラスを添加して造粒後、600℃程度で焼成したフラックス
| 比較項目 | 溶融フラックス | ボンドフラックス |
|---|---|---|
| フラックスの吸湿性 | 吸湿しにくい | 吸湿しやすい |
| 大入熱溶接への対応 | 不適当 スラグが焼き付きやすい | 適している スラグ剥離もよい |
| 合金元素の添加性 | ほとんど不可能 | 容易 |
| フラックスの均一性 | 均一 | やや均一 |
| 溶接金属のじん性 | ワイヤの成分の影響が大きく、フラックスの影響は小 | 比較的容易に高いじん性が得られる |
詳細説明
サブマージアーク溶接(Submerged Arc Welding、略称:SAW)は、高能率で高品質な自動または半自動溶接法の一つで、主に厚板の長尺直線溶接や円周溶接に使用されます。粉状のフラックス(被覆材)の下でアークを発生させるため、「サブマージド(埋没)」という名がついています。
🔧 サブマージアーク溶接の原理
- 連続送給されるワイヤ電極と、母材との間にアークを発生させて溶接します。
- 溶接部は粒状のフラックスで完全に覆われており、アークは外部から見えません。
- アークの熱でワイヤと母材が溶融し、溶融フラックスがスラグ(溶融被覆)となって表面を覆います。
- フラックスはアークと溶融金属を酸素や窒素から保護し、脱酸・浄化・合金化の役割も担います。
🛠 特徴
| 項目 | 内容 |
|---|---|
| アーク可視性 | 粉状フラックスの下で発生するためアークが見えない |
| 溶接方法 | 主に自動または機械化溶接(トーチを機械で移動) |
| ワイヤ供給 | 連続的(巻き取り線) |
| 熱入力 | 非常に高い(厚板の一発溶接が可能) |
| 溶接速度 | 高速(数倍の生産性) |
| 保護ガス | 不要(フラックスで保護) |
⚙ 使用装置構成
- 電源装置(直流または交流)
- ワイヤ供給装置
- トーチ
- フラックス供給装置
- フラックス回収装置(再利用のため)
- トラベリング装置(自動走行ユニット)
📦 フラックスの役割
| 機能 | 内容 |
|---|---|
| 保護作用 | アーク・溶融金属を外気から遮断 |
| 脱酸・浄化 | 不純物の除去やスラグとしての凝固 |
| 合金元素の供給 | 溶着金属の特性向上 |
| スラグ形成 | 表面張力を調整しビード形成を安定化 |
📈 メリット
| 項目 | 内容 |
|---|---|
| 高能率 | 高速で大量の溶接が可能(生産性が高い) |
| 溶け込みが深い | 厚板溶接に最適、ビード幅も広い |
| 高品質 | 酸素混入が少なく、欠陥が出にくい |
| スパッタなし | フラックスに覆われているため飛散がない |
| 騒音や光が少ない | アークが見えないので作業環境が良好 |
⚠ デメリット
| 項目 | 内容 |
|---|---|
| 姿勢制限あり | 下向き溶接が基本(上向き・立向きは困難) |
| 設備が大型・高価 | 自動化に伴いコストがかかる |
| 薄板には不向き | 熱入力が高すぎて板が変形しやすい |
| 視認性が低い | アークが見えないため操作感がない |
| 作業場所制限 | 屋外や狭い場所での作業は不適 |
🏗 主な適用例
| 用途 | 具体例 |
|---|---|
| 造船・橋梁 | 厚板の長尺溶接 |
| タンク製造 | 円周溶接や直線溶接 |
| 圧力容器 | 裏波のない高品質溶接 |
| パイプライン | 大径配管の長距離溶接 |
🔍 溶接例(プロセスの流れ)
- 母材にフラックスを供給
- ワイヤトーチが自動で前進しながら溶接
- アークがフラックスの下で発生
- 溶融金属がスラグで保護されつつ凝固
- 冷却後スラグ除去、フラックスは回収・再利用
✅ まとめ
| 項目 | 概要 |
|---|---|
| 別名 | SAW(Submerged Arc Welding) |
| 溶接姿勢 | 基本的に下向きのみ |
| 溶接厚さ | 中厚板~極厚板に適する(10mm~100mm超) |
| 適用分野 | 大型構造物、長距離直線溶接、大量溶接向き |
| 自動化適性 | 非常に高い(生産ライン向き) |