特徴
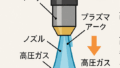
- 拘束ノズルでアークを細く絞ることにより熱性ピンチ効果を得る
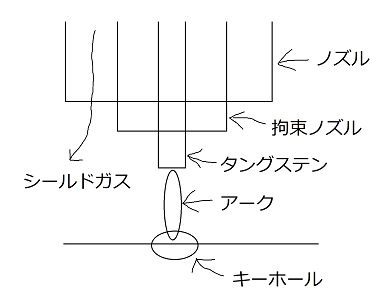
- ステンレス鋼のキーホール溶接に用いられる
- シールドガスにアルゴンが用いられる
- ティグ溶接の発展形
- 母材は通電する必要がある。別途母材に通電が不要のプラズマジェット溶接という溶接方法もある。これは、噴出後のエネルギー密度の減衰がひどく、熱効率も小さいので、非金属材料の溶接に適している
詳細説明
プラズマアーク溶接とは
プラズマアーク溶接(Plasma Arc Welding, PAW)は、アーク溶接の一種で、高温のプラズマアークを利用して金属を溶接する方法です。プラズマとは、ガスが高温で電離して陽イオンと電子が混在する状態のことで、通常のアークよりも集中性が高く、温度も最大で約30,000℃に達します。この極めて高温かつエネルギー密度の高いアークを利用することで、精密な溶接や切断が可能になります。
プラズマアーク溶接では、タングステン電極を用いてアークを発生させ、プラズマガス(通常はアルゴンやヘリウム)をノズルから高速で噴出させて、アークを細く絞り高密度の熱源を形成します。このときノズルは冷却されており、プラズマの集中性を高める役割を担います。さらに、シールドガスを別に用いて、溶接部を大気から保護します。プラズマアーク溶接には、トランスファーアーク方式(アークが電極から母材に直接飛ぶ)とノントランスファーアーク方式(アークが電極からノズル間に発生)の2種類があります。溶接用途では前者が、切断や肉盛りでは後者が用いられることが一般的です。
この溶接法の主な特徴の一つは、アークの集中性が非常に高く、薄板から厚板まで幅広く対応できる点にあります。特に薄板の精密溶接では、アークの幅が狭く深い溶け込みが得られるため、母材への熱影響が最小限に抑えられます。また、手動・自動のいずれにも対応可能で、ロボットによる高精度な溶接にも適しています。
産業分野では、航空宇宙、電子機器、医療機器、原子力、半導体装置など、厳しい品質が要求される分野で多く用いられています。例えば、チタンやステンレス鋼、ニッケル合金など、高精度・高強度の接合が求められる材料の溶接に適しており、特に異種金属の接合や微細部品の溶接などに有効です。
一方で、設備が高価であることや、操作には高度な技能や知識が求められるという欠点もあります。また、ノズルの冷却やプラズマガスの供給システムなど、構造が複雑でメンテナンスの手間もかかる点には注意が必要です。しかしながら、その優れた精密性と制御性により、レーザー溶接などと並んで高付加価値な溶接技術の一つとされています。
総じて、プラズマアーク溶接は、従来のアーク溶接やTIG溶接では困難だった精密作業に対応できる高性能な溶接法であり、今後も技術の進歩とともに、より幅広い分野への応用が期待されています。