再熱割れ
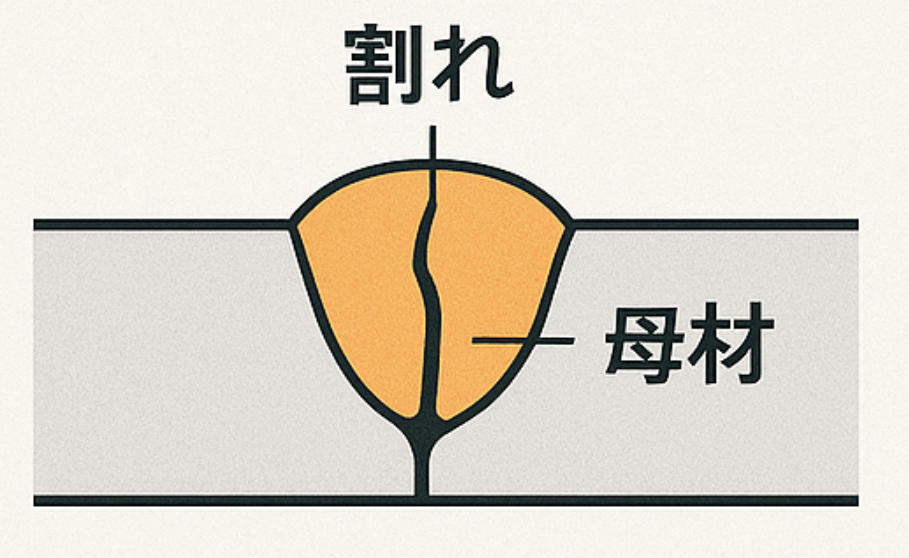
- HT780級高張力鋼やCr-Mo高温用鋼などの厚板溶接継手に対して溶接残留応力除去のため、溶接後550-700℃で溶接後熱処理(PWHT) を行うと、時折始端部から粒界に沿って割れが発生することがある。これをSR割れまたは再熱割れという
- 再熱割れを助長する元素は、Cr(クロム)、Mo(モリブデン)、V(バナジウム)、Nb(ニオブ)、Ti(チタン)、Cu(銅)などである
- 溶接施工上の再熱割れ防止策は、
- ・△GまたはPsrの値が小さい(0以下が目安)材料を選ぶ
- ・PWHTの前に溶接始端部をグラインダなどで滑らかに仕上げる
- ・テンパビードをおいて、HAZの粗粒を細粒化する
- ・溶接入熱を小さくして、HAZの粗粒化を抑制する
- ・溶接残留応力が小さくなる施工法を採用する
詳細説明
溶接における再熱割れ(さいねつわれ)は、溶接後の加熱や熱処理、あるいは多層溶接の際の後工程の熱によって生じる遅れた時期に発生する割れです。これは特にCr-Mo鋼、低合金鋼、Ni基合金鋼などで問題になりやすい重大な溶接欠陥の一つです。
🔍 再熱割れとは?
- 再熱割れとは、溶接金属または熱影響部(HAZ)が、再加熱されたときに発生する割れです。
- 溶接直後ではなく、数時間~数日後に発生することもあり、外見からは気づきにくいため、「遅れ割れ」の一種に分類されることもあります。
🔧 発生のメカニズム
主な原因は以下の3つの相互作用:
| 要因 | 説明 |
|---|
| 脆化機構(粒界の弱化) | 再加熱により、結晶粒界に硫化物やリン化物、炭化物(Cr, Moなど)が析出し、粒界が脆化します。 |
| 応力 | 溶接時に生じる残留応力や外力が再加熱で集中し、脆化した粒界に割れが生じやすくなる。 |
| 鋼の成分(脆化元素の存在) | 特に硫黄(S)、リン(P)、アンチモン(Sb)、スズ(Sn)などの不純物が粒界に偏析しやすく、割れの原因となる。 |
発生する温度帯:
- 通常は400〜800℃の再加熱時に発生しやすい
- この温度帯で粒界脆化が進行しやすい
🏗 よく発生する材料と用途
| 材料 | 用途例 | 備考 |
|---|
| 1.25Cr-0.5Mo鋼 | 高温高圧配管、ボイラー | 高温で使用される圧力機器向け |
| 2.25Cr-1Mo鋼 | 石油化学プラント | 高耐熱性が求められる |
| 低合金鋼(Ni, Cr, Mo含有) | 構造材 | 耐食・耐熱を必要とする場面 |
🛑 特徴と兆候
| 特徴 | 説明 |
|---|
| 発生時期 | 溶接後すぐではなく、再加熱時または数時間〜数日後に現れる |
| 発生位置 | 主に熱影響部(HAZ)、特に粗粒域の粒界 |
| 形態 | 結晶粒界に沿った粒界割れ(intergranular cracking)が多い |
| 外観 | 肉眼で見えにくいこともある(破壊検査で初めて判明) |
✅ 防止対策
| 対策項目 | 内容 |
|---|
| 材料の選定 | 再熱割れ感受性の低い鋼種を選定する(不純物の少ない鋼) |
| PWHT(溶接後熱処理)の適正化 | 緩やかな加熱・冷却と正しい保持温度を設定 |
| 適正な溶接順序 | 応力集中を避けるような順序で多層溶接を行う |
| インターパス温度の管理 | 適切な温度管理により再熱割れリスクを低減 |
| 溶接材料の選定 | 合金組成に配慮した適切な溶接ワイヤ・棒を使用 |
| 熱入力の制御 | 過度な熱入力を避け、粒成長や脆化を防ぐ |
🔬 検査方法
| 方法 | 説明 |
|---|
| 浸透探傷検査(PT) | 割れが表面に現れた場合に有効 |
| 磁粉探傷検査(MT) | 強磁性材料での表面下の割れの検出 |
| 超音波探傷(UT) | 深部割れの検出にも有効 |
| 破壊試験・断面観察 | 粒界割れの詳細な観察に使用 |
📌 まとめ
再熱割れは、以下のような点で特に注意が必要な欠陥です:
- 溶接後すぐに見つからないことが多く、運用開始後に破損事故を引き起こすリスク
- 特定の合金鋼(Cr-Mo鋼など)では非常に発生しやすい
- 材料選定・溶接管理・熱処理によって予防が可能