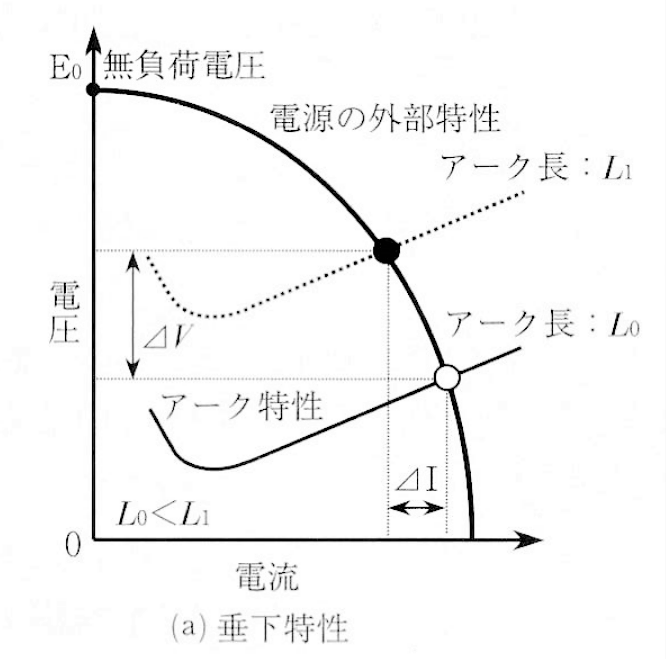
垂下特性
アーク長がL0からL1に伸びると電圧は大きく増加(△V)するが、電流の減少(△I)は比較的小さい。すなわち垂下特性電源では、アーク長の変動によって電圧が大きく変化するが電流の変化は比較的小さく、溶接電流の変化に起因した溶け込み深さの変動や作業性の変化などを少なくできる。
- 交流:被覆アーク溶接
- 交流:サブマージアーク溶接(太径ワイヤ)
- エレクトロガスアーク溶接
- 直流:ティグ溶接(ステンレス鋼)
- 交流:ティグ溶接(アルミニウムやアルミニウム合金)
- プラズマアーク溶接
- 直流:プラズマ切断
🔍 垂下特性とは?
垂下特性とは、電圧が上昇すると電流が減少し、電圧が低下すると電流が増加するという、右下がりの特性曲線をもつ電源特性です。
これは、アーク長が変化して電圧が変わっても、電流の変動は小さく、ほぼ一定に保たれるという意味で、実質的には「定電流特性」ともいえます。
外部特性曲線は、右肩下がりのカーブを描くため「垂れ下がったように見える」ことから「垂下特性」と呼ばれます。
✅ 垂下特性の特徴
- 電流が一定に保たれる
アーク長が短くなっても、電流が急激に変化せず、アークが安定します。これにより、溶け込みが安定しやすい。 - 作業者のアーク長の操作に寛容
手動溶接においてアーク長を完全に一定に保つことは困難ですが、垂下特性なら多少の変動でもアークが切れにくい。 - アークの突入電流が抑制される
アークが短絡(ショート)に近づいても、電流が過大になりにくく、トーチや電極の損傷を防げる。
⚠️ 垂下特性の注意点・欠点
- ワイヤ送給式自動溶接には不向き
アーク長の変化に対して電流がほとんど変わらないため、自動送給ワイヤと溶融速度のバランスが取りにくい。 - 電圧変動によるビードの形状変化
電圧の変化により、ビードの幅や外観が影響を受けやすいため、作業者の技術に左右される。
🎯 主な適用溶接法
| 溶接法 | 特性が活きる理由 |
|---|---|
| 被覆アーク溶接(SMAW) | 電極の変化に追従し、アークが安定する |
| TIG溶接(GTAW) | アーク長の変動に強く、高品質な溶接が可能 |
| 炭酸ガスアーク溶接(一部) | 手動時のアーク制御に有効 |