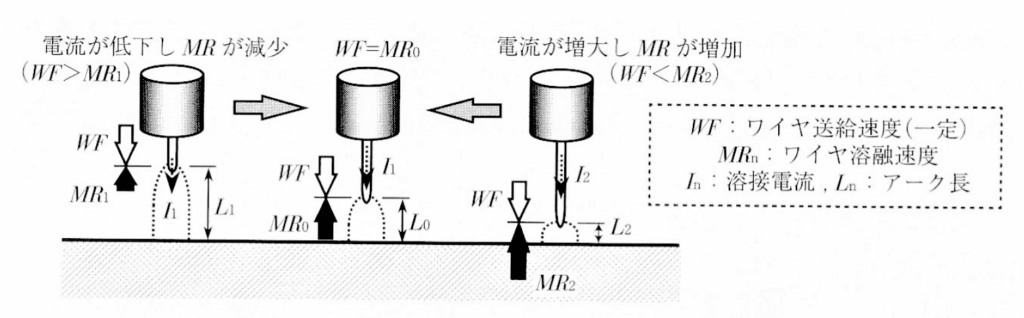
定電圧特性アーク長変動による電圧変化は少ないが、電流は比較的大きく変動し、アークは一定に保たれる。細径ワイヤを用いるマグ溶接・ミグ溶接では、ワイヤを高速で送給することが重要であり、ワイヤを一定の速度で供給して、それに見合った電流でワイヤを溶融し、ワイヤの送給量と溶融量とをバランスさせて安定なアーク状態を維持する必要がある。
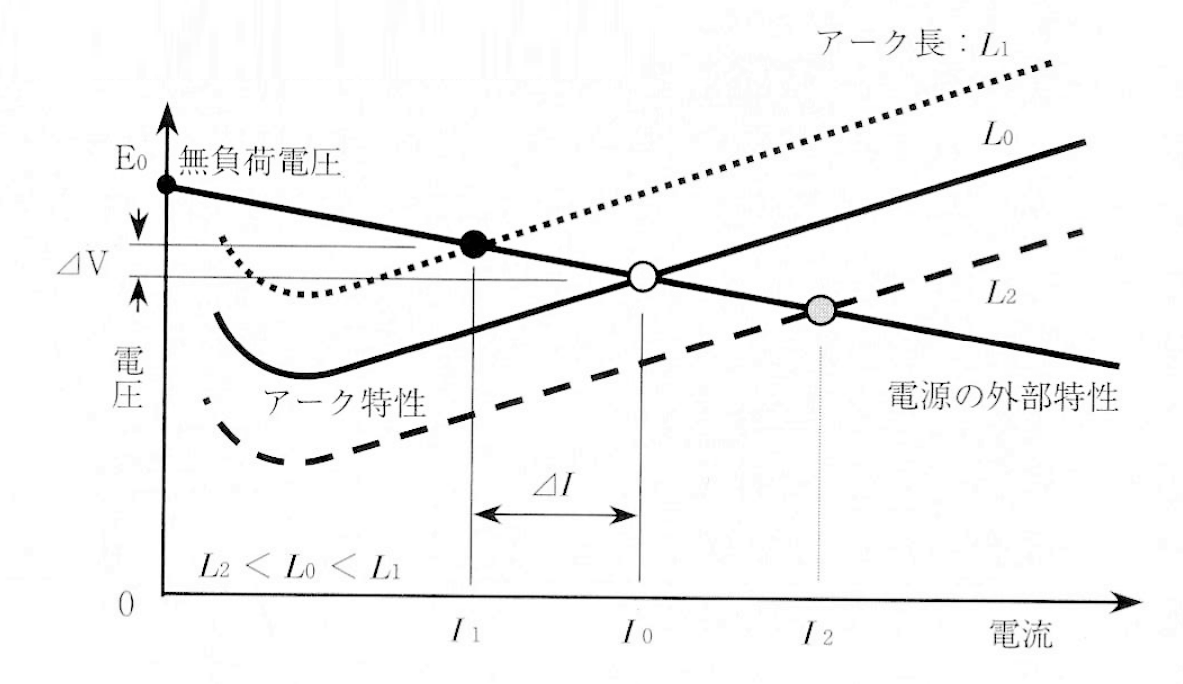
- アークの電流・電圧特性曲線と電源の外部特性との交点を動作点という
- マグ溶接やミグ溶接では、ワイヤが拘束(3-15m/分)で低速送給されるため、送球速度の制御でアーク長を一定に保つことが困難である。この方式では、電源の外部特性とアークの電流・電圧特性曲線の 交点である動作点(溶接電流)がアーク長(アーク電圧)に応じて移動するため、ワイヤの溶融速度が変化してアーク長が一定に保たれる。この現象を電源の自己制御機能という
- マグ溶接
- ミグ溶接
- 交流:サブマージアーク溶接(細径ワイヤ)
- エレクトロガスアーク溶接
🔍 定電圧特性とは?
定電圧特性とは、出力電圧がほぼ一定に保たれ、アーク長の変化によって電流が大きく変動する特性を指します。
外部特性曲線で見ると、電圧が一定で、電流が大きく変化する「水平な線」に近いカーブを描きます。
これは、たとえばアーク長が短くなり(=電圧が下がる傾向)、電極と母材が接近すると、電源がそれを補うように電流を急増させてワイヤを急速に溶かすため、アーク長が元に戻ろうとする動作になります。逆にアーク長が長くなれば、電流は減少し、溶け込みを抑えます。
✅ 定電圧特性の利点
- アーク長を自動的に安定させる作用がある
アーク長が変化すると、電流が自己調整的に反応することで、結果的に安定したアーク長を保てる。 - ワイヤ送給式の自動溶接と相性が良い
一定電圧でワイヤが安定して溶けるため、CO₂溶接やMIG溶接などで効率よく溶接できる。 - 高速溶接が可能
電流の立ち上がりが早く、溶け込みが深いため、作業効率が高い。 - スパッタが少なく、ビード外観が良い
条件を適切に設定すれば、金属飛散(スパッタ)を抑えた美しい仕上がりが可能。
⚠️ 定電圧特性の注意点・欠点
- 手動溶接には不向き
作業者がアーク長を不安定に保つと、電流が急変しすぎてアークが切れたり、過溶融したりするため、安定した自動送給が前提。 - アーク長の調整が重要
アーク長が長すぎると電流が不足し、短すぎると電流が過剰になってスパッタが増える。 - 条件設定に熟練が必要
電圧と送給速度のバランスを間違えると、ビード不良やアーク不安定を引き起こす。
🎯 適用される主な溶接法
| 溶接法 | 用途例 | 定電圧特性が活きる理由 |
|---|---|---|
| CO₂溶接(MAG) | 厚板・構造物溶接 | スピードと溶け込みが必要な作業に最適 |
| MIG溶接 | 薄板・精密部品 | スパッタが少なく、美しいビードが可能 |
| 自動溶接全般 | ロボット・ライン作業 | ワイヤ溶け落ちと送給の自動調整が可能 |
まとめ
定電圧特性を持つ電源は、電圧を一定に保ちながらアーク長の変化に応じて電流を調整する特性を持ち、半自動溶接やロボット溶接など、ワイヤ送給型の自動化溶接に非常に適しています。溶接速度や作業効率、ビード外観を重視する現場では不可欠な電源特性です。