溶接における電源の外部特性とは
溶接作業では、電源から供給される電力によってアークが発生し、その熱エネルギーで金属を溶融して接合します。このとき、電源の出力電圧と電流の関係(= 外部特性)が、アークの安定性や溶接品質に大きく影響します。
「外部特性」とは、アーク電圧と溶接電流の関係を示す曲線であり、溶接中にアーク長が変わった際に、どのように電流が反応するかを決定します。具体的には、電源が「定電流型」か「定電圧型」か、またはその中間の「垂下型」かによって、溶接のしやすさや品質が異なります。
主な外部特性の種類
1. 定電流特性(降下特性)
定電流特性では、電流がほぼ一定であり、アーク電圧が変動しても電流の変化は小さいのが特徴です。
アーク長が短くなったり長くなったりしても電流が大きく変化しないため、溶接作業中のアークの安定性が保たれます。
- 長所
・アークの突発的な変化に強く、安定した溶接が可能
・不慣れな作業者でも電極の保持がしやすい
・電流一定で、溶け込みが安定する - 短所
・自動化には不向き(電圧変化が溶接品質に影響) - 適用プロセス
→ 被覆アーク溶接(SMAW)、TIG溶接(GTAW)
2. 定電圧特性(水平特性)
定電圧特性は、電圧がほぼ一定に保たれ、アーク長の変化によって電流が大きく変動する特性です。アーク長が短くなると電流が急増し、長くなると電流が減少します。
これにより、ワイヤ送給が自動で行われる半自動溶接では、溶け込みとワイヤ供給のバランスがとれやすく、自動化に適していると言えます。
- 長所
・ワイヤ送給とのバランスがとりやすい
・スパッタが少なく、高速溶接が可能
・自動機やロボット溶接に適している - 短所
・手作業ではアーク長の保持に技術を要する
・アーク長が不安定な場合は電流が過度に変動 - 適用プロセス
→ CO₂溶接(MAG)、MIG溶接
3. 垂下特性(中間特性)
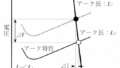
垂下特性は、定電流と定電圧の中間に位置する特性です。電圧と電流がなだらかに連動して変化し、アークの安定性と適度な電流制御のバランスが取れています。
- 長所
・アーク安定性と出力制御のバランスが良い
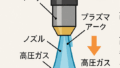
・特にTIGやプラズマ溶接において有効
・溶接条件の細かい調整が可能 - 短所
・溶接機側の設定・制御がやや複雑 - 適用プロセス
→ TIG溶接、プラズマ溶接、特殊溶接
外部特性と溶接作業の関係
外部特性は、アークの「追従性」と「安定性」を左右するため、作業者の熟練度や、作業環境、母材の材質・厚みによって最適な特性を選ぶ必要があります。たとえば、手動溶接では、アークの長さが頻繁に変化するため、定電流特性の方が安定性が高く作業しやすいです。一方、ロボットや機械による自動溶接ではアーク長が安定しているため、定電圧特性の方が生産性を高められます。
まとめ
溶接電源の外部特性は、電流と電圧の変化の仕方を示すもので、溶接プロセスの種類や作業の自動化レベルに応じて選定されます。
| 特性 | 特徴 | 主な用途 |
|---|---|---|
| 定電流特性 | 電流一定、手作業向き | 被覆アーク、TIG溶接 |
| 定電圧特性 | 電圧一定、自動向き | CO₂、MIG溶接 |
| 垂下特性 | バランス型 | TIG、プラズマ溶接など |
最適な外部特性を持つ電源を選ぶことで、溶接品質を高めるとともに、作業の効率化や不良低減が図れます。