ラメラティア
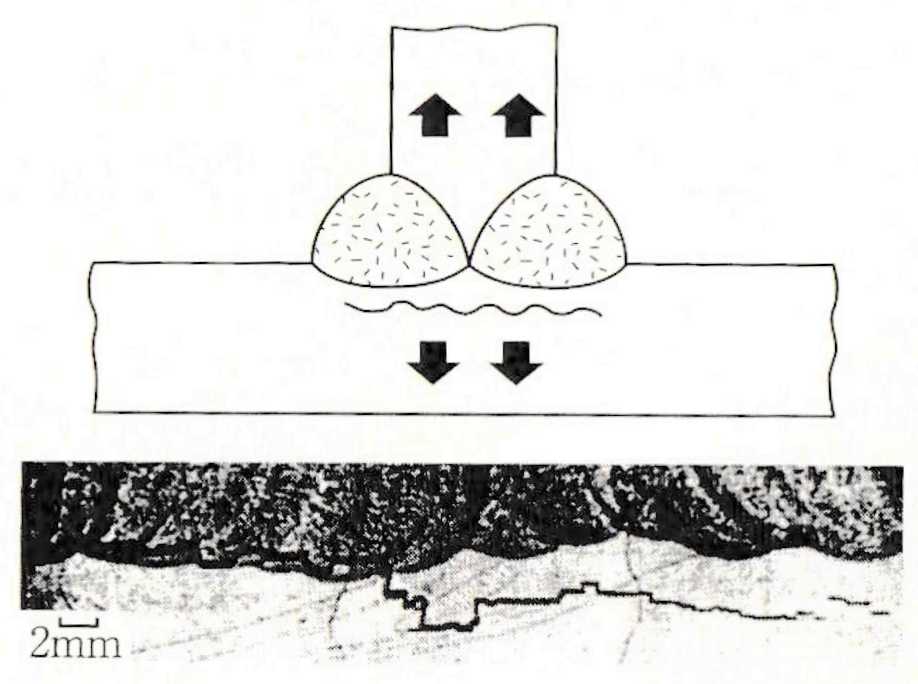
十字継手、T形突合わせ継手あるいは多層盛すみ肉継手において、鋼板の厚さ方向に引張力が作用した場合に、鋼板の圧延面に平衡に発生する階段状の割れ
- 引張強さ490N/㎟級高張力鋼の厚板溶接で、ラメラティアを防止するのに有効な方策は
- ・鋼材のS保有量が0.008%以下のものを指定し、使用する。
- ・発注仕様書に、鋼材の厚さ方向絞り値として、25%以上の要求事項を付加する
- ・炭素当量は大きく関係しない
- ・溶着量は大きく関係しない
他特徴
- アルミニウム合金のアーク溶接、ブローホールの主たる原因となるのは水素である。これは、機体の溶解度が凝固時に1/20になるためである
詳細
ラメラティア(Lamellar Tearing)とは、溶接によって引張応力が加わる方向に沿って、母材内部で層状に発生する亀裂のことです。
特に厚板の建築鋼材(SN材など)をすみ肉溶接やT継手溶接した際に、母材の厚み方向に働く収縮応力によって発生します。
■ 特徴
| 項目 | 内容 |
|---|
| 名称 | ラメラティア(Lamellar Tearing) |
| 発生箇所 | 母材の板厚方向(Z方向)に近い内部 |
| 外観 | 表面には現れにくいが、内部で層状の破断や亀裂が発生 |
| 原因金属 | 母材内の硫化マンガン(MnS)や非金属介在物の層状分布 |
■ 主な原因
| 原因 | 内容 |
|---|
| 母材の厚さ方向の延性不足(Z方向靭性の欠如) | 母材内にMnSなどの不純物が層状に偏在し、厚み方向の靭性が極めて低い |
| 溶接収縮応力の方向が不利 | すみ肉溶接やT継手溶接で母材に垂直方向の応力が作用しやすい |
| 多層多パス溶接で高拘束 | 収縮応力が蓄積され、引張が強くなる |
| 母材の成分・鋼種の不適合 | 通常の構造用鋼材(SS400など)ではラメラティア対策がされていないことが多い |
■ 欠陥の影響
| 影響 | 内容 |
|---|
| 構造物の強度低下 | 板厚方向に割れが広がると、接合部の耐力が著しく低下 |
| 破断・漏洩リスク | タンクや圧力容器などで亀裂が進行すると致命的事故に |
| 非破壊検査では発見困難 | 外観検査では見えず、UT(超音波探傷)やRT(X線)での検出が必要 |
■ 防止策
| 分類 | 防止策 | 説明 |
|---|
| 材料対策 | Z方向靭性保証材の使用(Z材、SN材など) | 母材にZ方向靭性(Z15, Z25, Z35等)を確保した鋼材を使用することで割れを抑制 |
| 設計対策 | 溶接部の拘束を減らす設計 | T継手の代わりに斜め継手、全面溶け込み溶接など応力分散構造を採用 |
| 溶接施工対策① | バタリング法(予備肉盛り) | 母材に靭性の高い金属を先に肉盛りし、応力の集中を避ける |
| 溶接施工対策② | 低拘束溶接順序・方法の採用 | 熱ひずみを分散するような順序で溶接し、局所応力を避ける |
| 品質管理対策 | UTなどでZ方向割れの検査を実施 | 板厚方向への亀裂を探傷し、初期欠陥を早期発見する |
■ まとめ
ラメラティアは、母材の板厚方向に層状の割れが発生する重大な溶接欠陥であり、
外観では見えにくく、強度や信頼性に深刻な影響を与えます。
建築・橋梁・プラントなどの構造物では、
Z材(Z方向靭性保証材)の採用やバタリング施工など、設計段階からの防止策が重要です。