- 溶接線長手中央部から両端に向かい、振り分けて溶接する溶着法を対称法という
- 継手溶接方向と溶着方向が同じで、回転変形がもっとも発生し易い溶着法は前進法である
- 拘束の大きい厚鋼板のはめ込み多層溶接に適した溶着法は対称ブロック法である
詳細説明
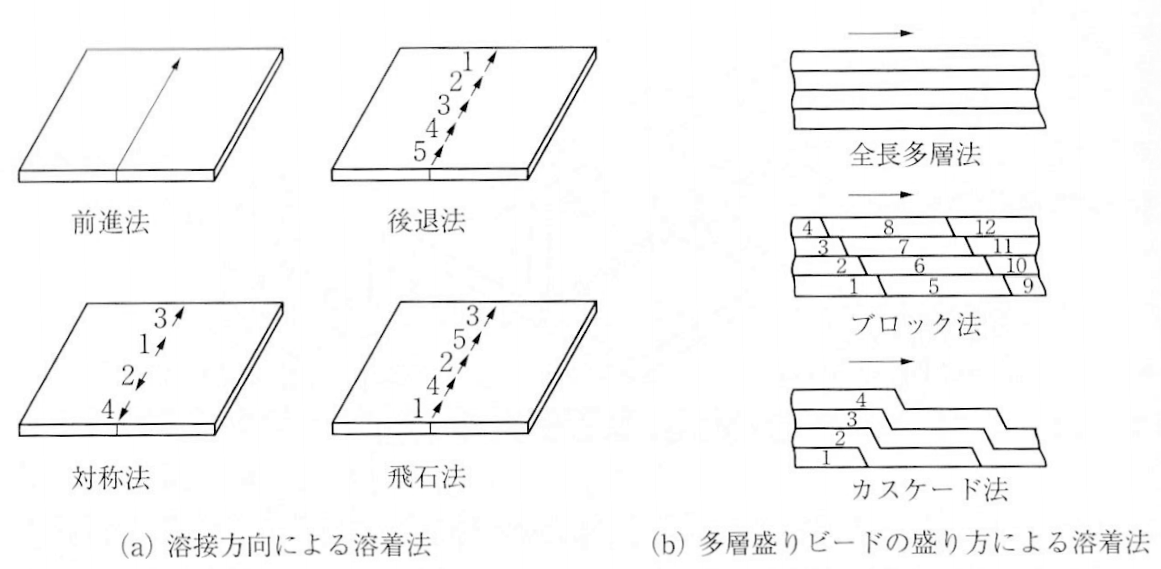
1. 前進法(ぜんしんほう)
概要:
前進法とは、一方向に連続して溶接を進めていく方法です。一般的な溶接手順で、開始点から終点までそのまま進む形となります。
特徴:
- 作業性が良く、溶接速度も速い。
- 熱が一方向に蓄積するため、変形が大きくなりやすい。
- 特に長尺物では注意が必要。
適用例:
- 短い溶接部や、変形の影響が少ない部材。
2. 後退法(こうたいほう)
概要:
後退法は、溶接の進行方向と逆方向にトーチを動かす方法です。たとえば、右から左へ溶接を進めるが、アーク自体は左向きに傾けて操作します。
特徴:
- 熱の分布が分散しやすく、溶込みが浅くなる傾向がある。
- 溶接変形が抑えやすい。
- 視認性が良く、溶接部を確認しながら作業できる。
適用例:
- 薄板溶接や、変形が懸念される部材。
3. 対称法(たいしょうほう)
概要:
対称法は、構造物の中心軸から左右対称に溶接を進める方法です。溶接による収縮を左右均等にし、変形を相殺します。
特徴:
- 残留応力と変形の最小化に効果的。
- 複数の作業者で同時に施工する場合もある(2人同時溶接など)。
適用例:
- 梁・柱・桁などの構造物。
- 高精度が求められる製品。
4. 飛石法(とびいしほう)
概要:
飛石法とは、部分的に間隔を空けながら数か所を先に溶接し、残りを後から埋める方法です。石を飛び飛びに踏んで進むような様子から名付けられました。
特徴:
- 熱の集中を防ぎ、変形を軽減できる。
- 最終的に全体を溶接することで連続性が保たれる。
適用例:
- 長尺物の連続溶接。
- 薄板で熱ひずみが問題となる部材。
5. 全長多層法(ぜんちょうたそうほう)
概要:
全長多層法は、全長にわたって1層目から順に複数層を積み重ねていく方法です。1層目を全体に行った後、2層目をまた全体に行うという順番です。
特徴:
- 熱が均一に加わり、一様な溶接が可能。
- 総熱量が多く、変形しやすいため注意が必要。
適用例:
- 強度が重視される厚板の完全溶込み溶接。
6. ブロック法(ぶろっくほう)
概要:
ブロック法は、溶接部をいくつかのブロック(区間)に分けて順に溶接していく方法です。各ブロック内では連続または多層溶接を行い、次のブロックに進みます。
特徴:
- 各ブロックの溶接順序を工夫することで、全体の変形を制御できる。
- 作業分担がしやすく、大規模構造物に向いている。
適用例:
- 橋梁や大型建築構造物の製作。
7. カスケード法(cascade welding method)
概要:
カスケード法は、溶接を階段状に少しずつずらしながら行う方法です。通常、各溶接層の開始・終了点をずらすことで、熱集中を避けます。
特徴:
- 応力集中を防ぎ、割れの発生を抑制できる。
- 重ね継手や角継手など、溶接終端に割れが起きやすい部位に有効。
適用例:
- 高応力がかかる部位の多層溶接。
- 圧力容器や配管溶接などで使われる。
■ まとめ
各溶着法には、それぞれ特有の利点と注意点があり、使用する材料や構造、変形の許容範囲に応じて適切に選定されます。
| 溶着法 | 特徴 | 主な目的 |
|---|---|---|
| 前進法 | 単純・効率的 | 一方向連続溶接 |
| 後退法 | 変形抑制 | 溶接部の確認がしやすい |
| 対称法 | 高精度溶接 | 変形と残留応力の低減 |
| 飛石法 | 間隔を空けて順に施工 | 熱集中防止、変形抑制 |
| 全長多層法 | 均一な層状溶接 | 強度確保、完全溶込み |
| ブロック法 | 作業分割が容易 | 大型構造物に適応 |
| カスケード法 | 開始・終端ずらす | 応力集中・割れ防止 |
溶接の品質向上には、適切な溶着法の選定と施工管理が不可欠です。設計段階から各溶着法の特徴を理解し、溶接順序や配置を計画することが、信頼性の高い溶接構造を作る鍵となります。