 鋼材の種類
鋼材の種類 熱間圧延
熱間圧延は、鉄を高温に加熱してから圧力をかけて薄く伸ばし、目的の形状に整える加工方法です。以下では、鉄の作り方の流れの中で熱間圧延がどのように行われ、どのような特徴があるのかを詳しく説明します。鉄の製造の流れ(概要)鉄は、主に以下のようなプ...
鋼材の種類  鋼材の種類
鋼材の種類  溶接法
溶接法  鋼材の種類
鋼材の種類 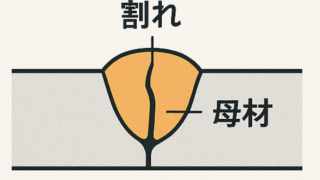 溶接欠陥 溶接法
溶接欠陥 溶接法  溶接欠陥
溶接欠陥  溶接欠陥
溶接欠陥  溶接欠陥
溶接欠陥  溶接欠陥
溶接欠陥