 基礎知識
基礎知識 アークとは
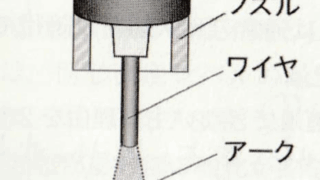
溶接の「アーク」とは、電極と母材の間に発生する電気的な放電現象であり、金属を溶かして接合するための高温の熱源として利用される。アークは、電極と母材の間に電圧をかけて一瞬接触させ、引き離したときに発生する。このとき空気中のガスが電離してプラズ...
基礎知識  評価試験 評価試験 評価試験 評価試験 評価試験
評価試験 評価試験 評価試験 評価試験 評価試験  評価試験
評価試験  切断 切断 切断
切断 切断 切断