 鋼材の種類
鋼材の種類 高温用鋼 高温に適した鋼
高温用鋼1Cr-0.5Mo鋼1.25Cr-0.5Mo鋼2.25Cr-1Mo鋼5Cr-0.5Mo鋼9Cr-1Mo鋼9Cr-1Mo-0.2V鋼Mn-Mo-Ni鋼必要とされる性質高温用鋼に要求される特性は高温強度だけでなく、対酸化性、クリープ特性...
鋼材の種類 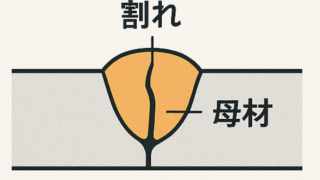 溶接欠陥 溶接欠陥 溶接欠陥 溶接欠陥 溶接欠陥 溶接欠陥
溶接欠陥 溶接欠陥 溶接欠陥 溶接欠陥 溶接欠陥 溶接欠陥 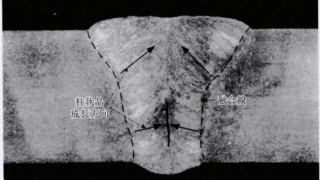 溶接欠陥 溶接欠陥
溶接欠陥 溶接欠陥  ISO
ISO